Step-by-Step
1. XY Cutter Interface (DC Motor-Controlled Z Axis)
The XY Cutter interface is designed for machines using DC motors to control the Z Axis. In this setup:
- The Z Axis is controlled via output links:
- C-Zfree,1 for upward movement.
- C-Zfree,-1 for downward movement.
This simple control method does not involve pulse and direction signals, making it suitable for basic XY cutting machines. Operators can activate the outputs to move the Z Axis up or down as required.
2. XYZ Cutter Interface (Manual Stepper/Servo-Controlled Z Axis)
The XYZ Cutter interface is intended for machines using stepper or servo motors in manual mode. In this configuration:
- The Z Axis is controlled via pulse and direction signals, directly connecting to the Axis control pins.
- Operators can manually adjust the Z Axis position during toolpath execution to ensure the cutting tool (e.g., plasma torch) maintains the correct height from the workpiece surface.
This interface is particularly suited for applications where manual intervention is required to maintain precision during operation.
3. XYZ Cutter + THC Interface (Automatic Stepper/Servo-Controlled Z Axis)
The XYZ Cutter + THC interface is designed for machines where the Z Axis operates in automatic mode, managed by the THC (Torch Height Control) module. This configuration relies on feedback from the plasma unit's arc voltage:
- Feedback Voltage Control:
- As the plasma arc length increases, the feedback voltage from the plasma unit rises.
- Conversely, as the arc length decreases, the feedback voltage drops.
- Automatic Adjustment:
- The Z Axis dynamically adjusts its height based on the feedback voltage to maintain the optimal cutting distance.
The THC module ensures real-time adjustments, providing consistent and precise cutting performance. This interface is ideal for high-precision plasma cutting machines where automatic height control is critical.
Interface workspace
1- Study about different part of interface which is named and indicated in photo it means that you should get familiar with all elements like Buttons , screen , bars , volume , values , … anything on interface you have accesses
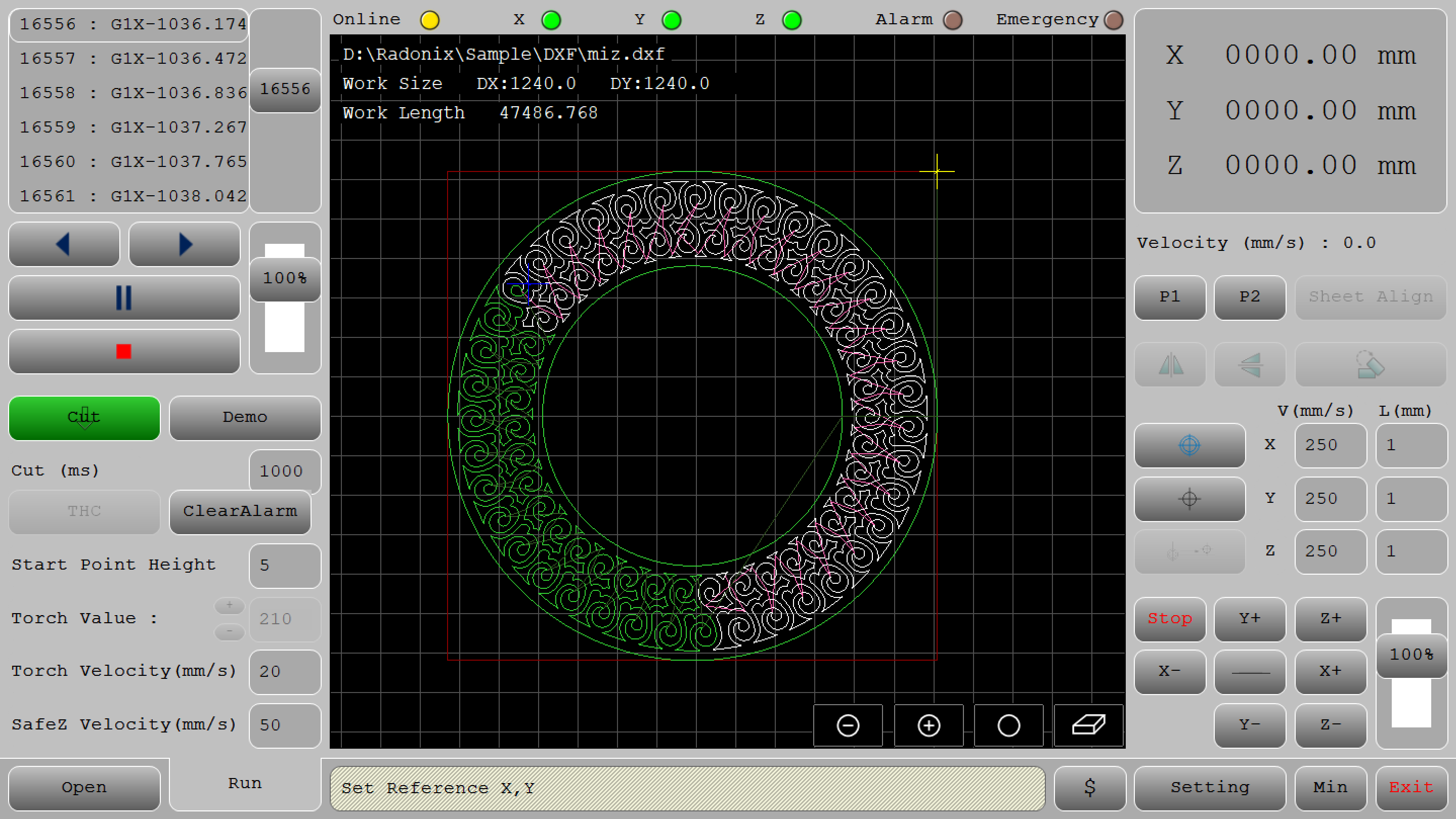
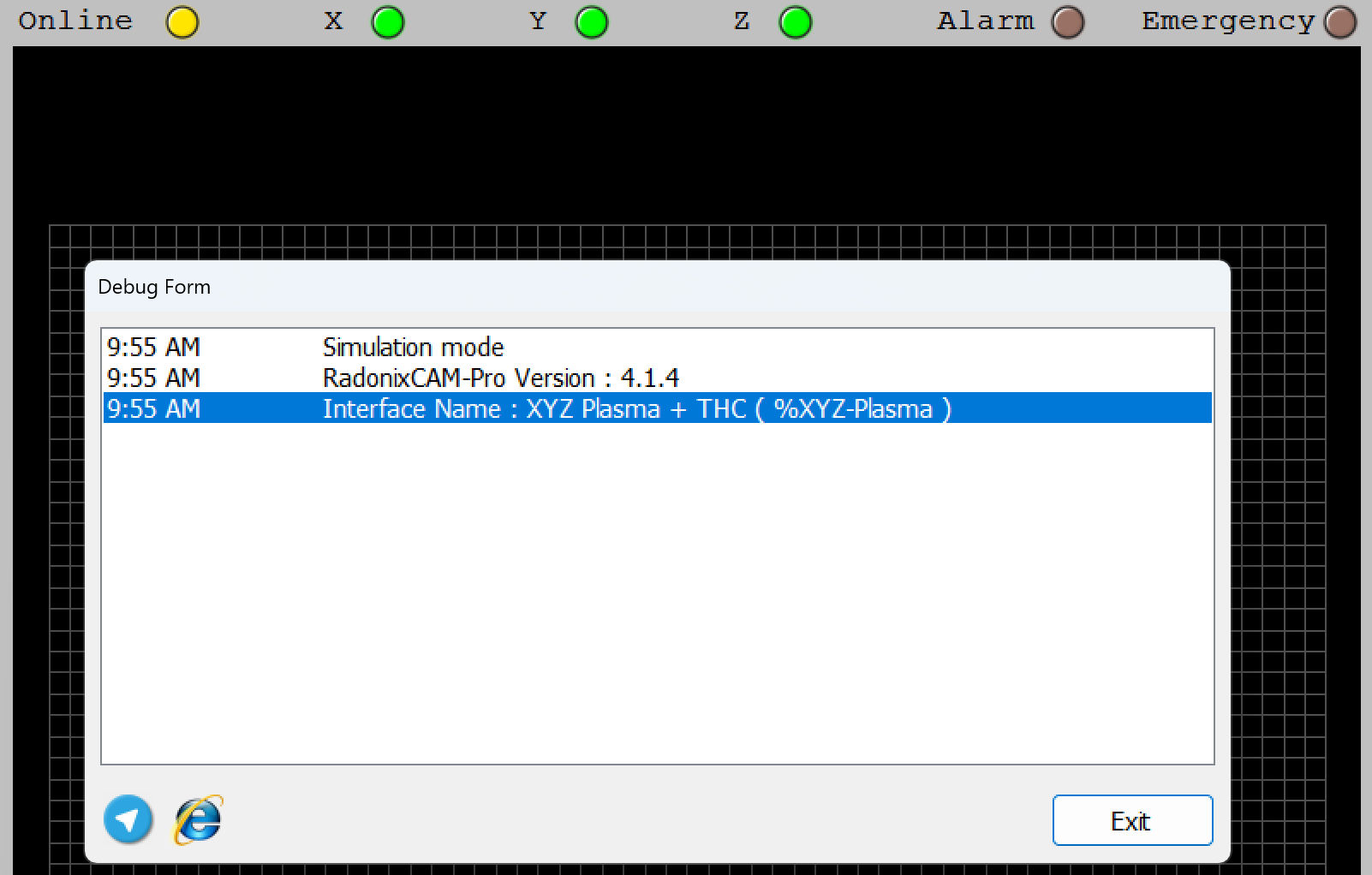
- Top Status Bar

- Online (Yellow Light): Indicates the machine's connection status. If the controller and software are connected, it is on.If there is no communication between the controller and the software, it will be turned off or displayed in gray color.
- X Axis, Y Axis, Z Axis (Green Lights): These lights show the operational status of each axis. Green typically means these axes are active or ready.
- Alarm, Emergency (Brown Lights): Indicators for critical safety statuses. When activated, they may change color (e.g., red) to signal an alarm, emergency stop.
Position and Speed Readouts (Right Panel)
- Position :
This position is shown based on where the reference point has been selected.
- Velocity (Below Relative Position): Shows the current operational speed in mm/s, useful for monitoring real-time cutting or movement speeds.
Real-Time Reference Adjustment in Radonix Interfaces
Home:
Machines goes to home sensors.
Set Reference :
Radonix interfaces offer a dynamic reference adjustment feature, allowing operators to redefine the reference point at any moment during the operation. This feature enhances flexibility and precision in workflows, making it suitable for diverse applications.
it means that operator can change start point of workpiece on the table.
Go to Reference
by pressing this button machine goes to the start point
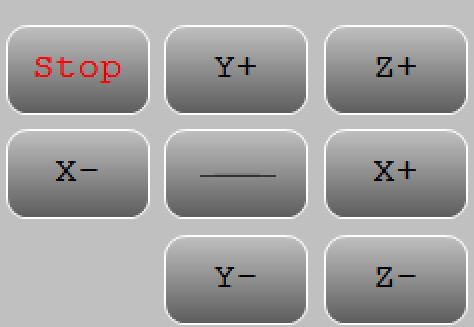
- Manual Jogging Controls :
- Arrows (X+, X-, Y+, Y-): These buttons manually jog the machine along the X and Y axes, allowing for precise positioning adjustments by moving the tool head incrementally.
You can switch the jog mode by pressing this button according fig 01-05 and it will change to figure 01-06, changing from continuous to incremental movement. This means you can define a value in this section according fig 01-07 which has been indicated in red area , and after pressing the coordinate axis jog, the axis will move by the amount you have entered.


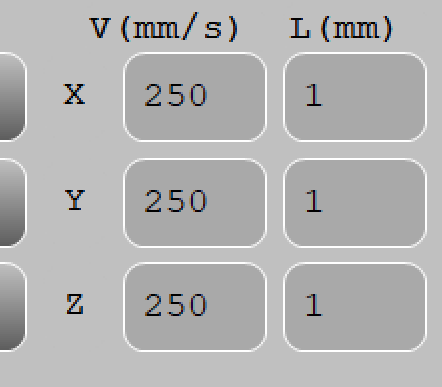
Feed Rate and Tool Parameters (Lower Right Panel)
- V (mm/s) and Step**(mm)**: Input fields for setting feed rates and movement limits along each axis. "V" controls the velocity (or speed) in mm/s, and "L" could define the step size for each manual jog.
Scroll (Vertical Slider on Bottom Right ):According to figure 01-08 which is demarcated with red area or Allows for real-time adjustment of the feed rate or speed as a percentage. This control can quickly change the speed without directly altering program values.
Main Program Controls
- Settings (Gear Icon): Opens the configuration menu, where detailed settings for the CNC machine can be adjusted.

- The Exit icon allows you to close the program
- The Minus icon lets you minimize it.
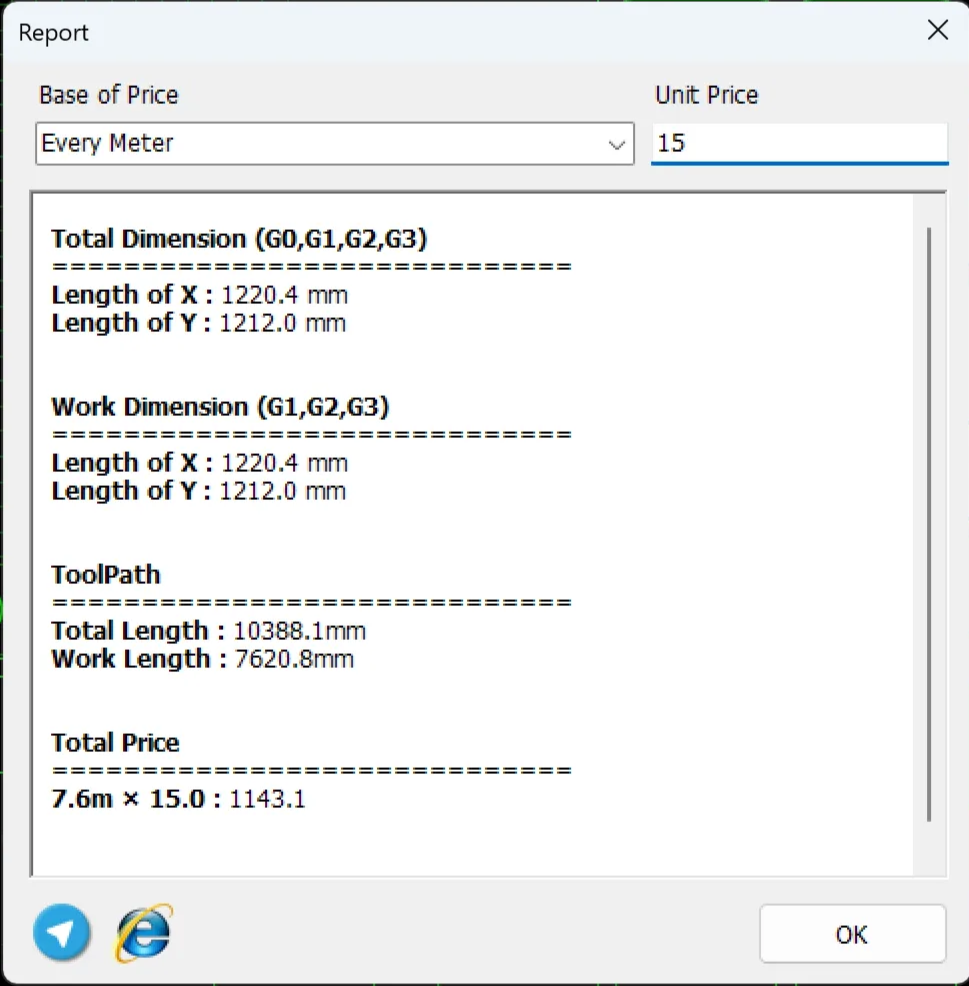
- The $ icon create a report from the workpiece and operator can estimate the price
Interface specification :
This section of the interface displays the current status and features of the system. It also updates to show alarms and processes every second. For a detailed report, double-click on this section.
Main Program Controls (Bottom Center)
- Open File (Folder Icon): Opens a file dialog for loading a CAM (Computer-Aided Manufacturing) file, typically a G-code or DXF program.
This section is dedicated to controlling G-Code execution:
- RUN: This button starts the G-Code process.
- Backward: The Backward button provides operators the ability to step back within the G-Code toolpath execution process. This feature is essential for troubleshooting, rechecking, or re-executing specific portions of the G-Code.
- Pause: This button halts the toolpath.
- Reset: This button resets the toolpath.
Essentially, once the interface is installed, it comes with a default setup, and everyone can change the order of the input ports. For instance, we include necessary Inports which are effective and suitable for the initial launch .
The first recommended step for providing protection against any errors or mistakes is to define the Emergency link. This can be connected to a button that either stops the motors or turns off the digital outports.
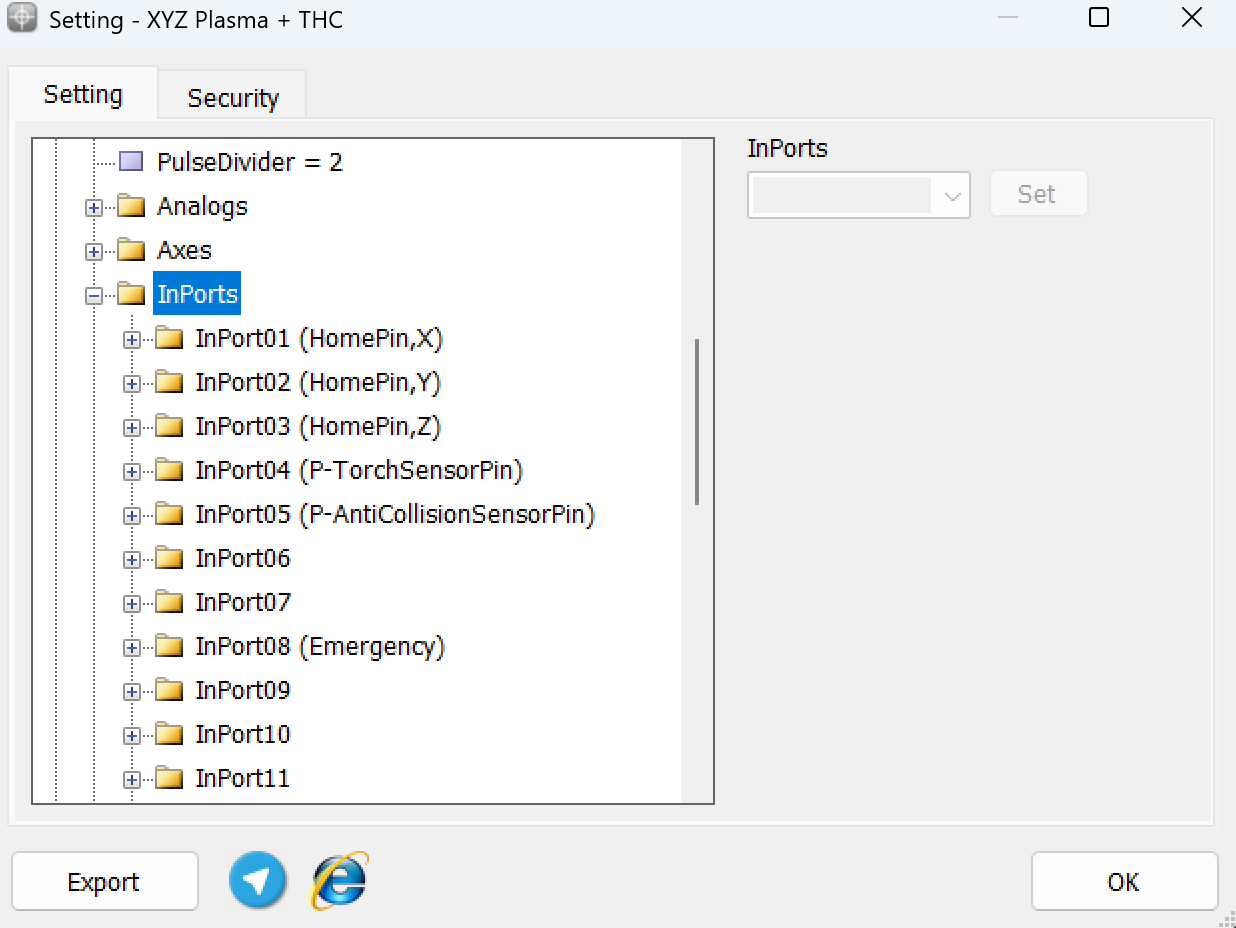
Inports
In this section, we will examine the configuration of the Inputs.
Essentially, when the Inports branch is opened, these settings will appear.
Setting Up Inputs: General Overview
Configuring inputs in our CNC system is an essential step to ensure smooth operation, precise control, and safety. Inputs can be categorized into two main types based on their configuration and purpose: Hardware-Based Inputs and Software-Based Inputs. This flexibility allows the system to adapt to a wide range of applications and machine requirements.
1. Hardware-Based Inputs
Hardware inputs involve physical devices connected to the controller, enabling direct interaction with the machine's environment. These inputs are crucial for safety, machine control, and real-time feedback.
The digital inputs of Radonix controllers are named as I.[n], where n is a number greater than zero and represents the input number. These inputs are isolated by optical couplers and have low noise tolerance due to their low impedance.
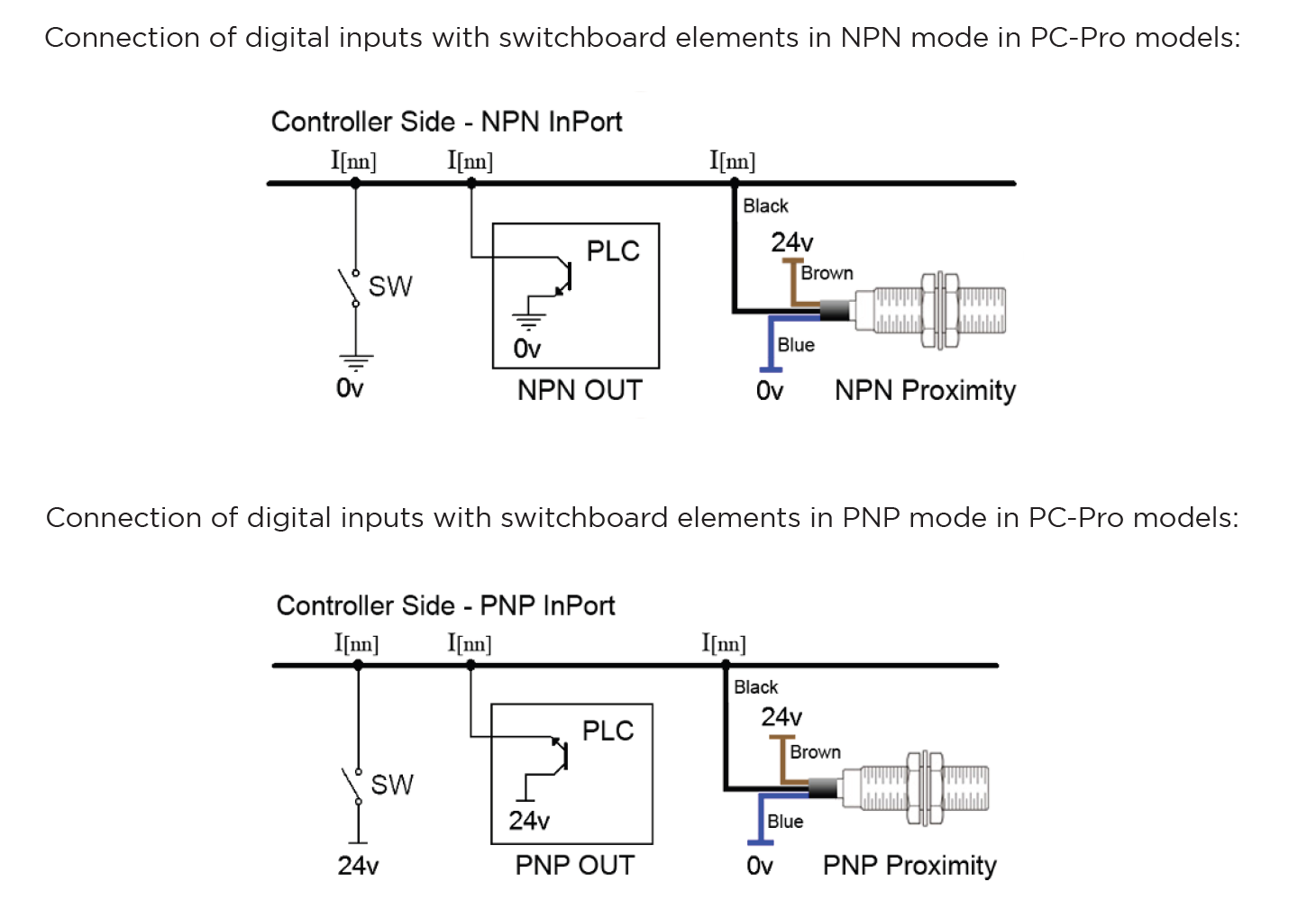
The digital inputs on Radonix controllers have the capability to switch between NPN and PNP modes depending on the output of the device or sensor. The mode changeover switch must be set to PNP position for devices with PNP output and NPN position for devices with NPN output.
In various branches of industrial automation, there are equivalent terms for PNP and NPN. Some examples of these terms include: NPN = Sink = Low Active PNP = Source = High Active
- In this section, we will examine the configuration of the Inputs.
Setting Up Inputs: General Overview
Configuring inputs in our CNC system is an essential step to ensure smooth operation, precise control, and safety. Inputs can be categorized into two main types based on their configuration and purpose: Hardware-Based Inputs and Software-Based Inputs. This flexibility allows the system to adapt to a wide range of applications and machine requirements.
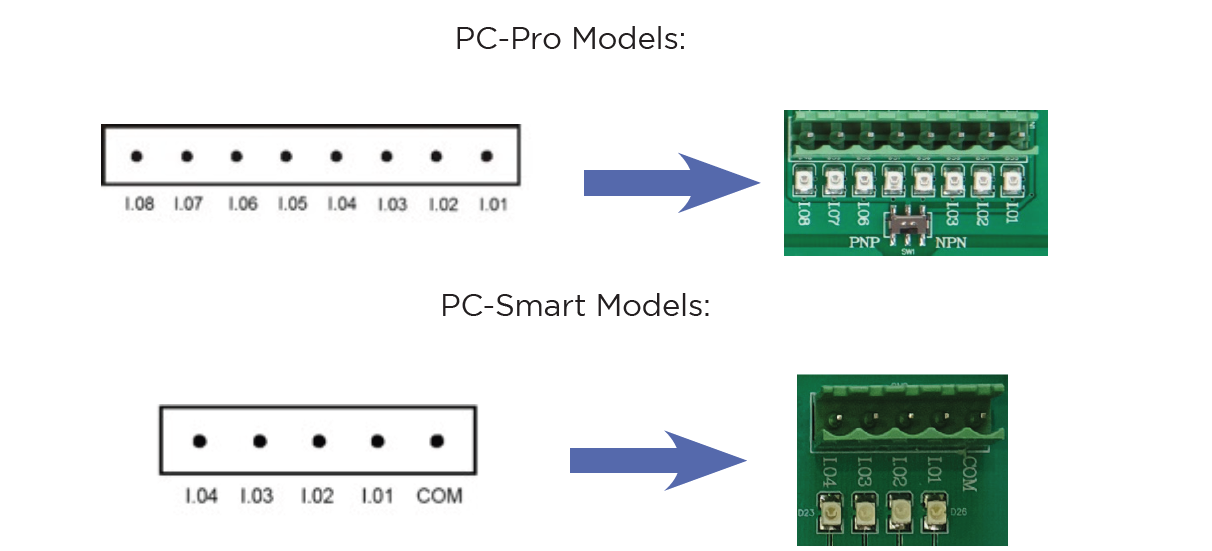
Switching Between PNP and NPN Modes in Radonix Systems
The ability to switch between PNP (positive logic) and NPN (negative logic) modes in Radonix controllers depends on the specific board model being used. This flexibility allows the system to be compatible with different wiring and sensor configurations.
- PC Pro LAN:
- A small DIP switch is present on the board.
- This switch allows users to toggle between PNP and NPN modes.
- How to Use:
- Locate the DIP switch on the board.
- Toggle the switch to the desired mode (PNP or NPN).
- Ensure the board is powered off before making changes to prevent damage.
Examples of Hardware Inputs:
- Limit Switches: Define physical boundaries for axis movement.
- Home Sensors: Establish the reference (Home) position for the machine most of them are Proximity
- Emergency Stop Buttons: Ensure immediate halting of operations in emergencies.
- Other Proximity Sensors: Detect objects or tools in the machine's workspace.
- Push Buttons and Selector Switches: Trigger specific machine functions or modes.
- Scanners: Measure or detect specific properties, often used in specialized processes such as Glass or gold CNC operations.
Configuration Process:
- Connection: Physically connect the hardware component (e.g., a switch or sensor) to the designated input pin on the controller.
- Input Definition: Use the controller software to define the role of the input (e.g.,
HomePin,LimitPin, or a custom input for specific functions). - Polarity Settings:
- Set the input type as Normally Open (NO) or Normally Closed (NC) based on the connected hardware's default state.
- For example:
- An NC emergency stop button remains active (closed) until pressed.
- An NO proximity sensor activates (closes) only when an object is detected.
2. Software-Based Inputs
Software-Based Inputs provide simple logical functionality to configure arbitrary links and integrate them with related physical hardware .They facilitate quick and simple installation without the need for microprogramming. Users can simply select options from a list and configure settings to maximize efficiency.
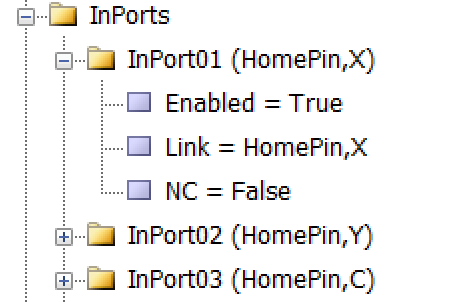

As illustrated in the figure, each input is divided into three sub-branches, as detailed below:
- Enable: This sub-branch can be set to two values: True or False.
- Link: Specifies the duty or task that needs to be performed or checked. This includes any device that can serve as an input, such as sensors, buttons, and switches.
- NC: Determines whether the specific input is Normally Open (NO) or Normally Closed (NC).
Examples of Software Inputs:
- Virtual Limit Switches:
- Use software parameters to define axis movement boundaries based on the machine's table size.
- Logical Triggers: Define conditional triggers for specific operations (e.g., When the axis reaches the limit switch ).
- Simulated Inputs: Use for testing or scenarios where physical components are unavailable.
Configuration Process:
-
Access Configuration Interface:
- Open the controller's software settings to manage inputs.
-
Define Parameters:
As an example to set limit Switch :
-
setting —→ System —→ In ports —→ Enabled= True
Linked = LimitPin,X
NC= True
-
Configure additional logical conditions for interlocks or simulations.
- Validate Settings:
- Test the software by CAM Pro TEST input configurations to ensure proper functionality and safety.
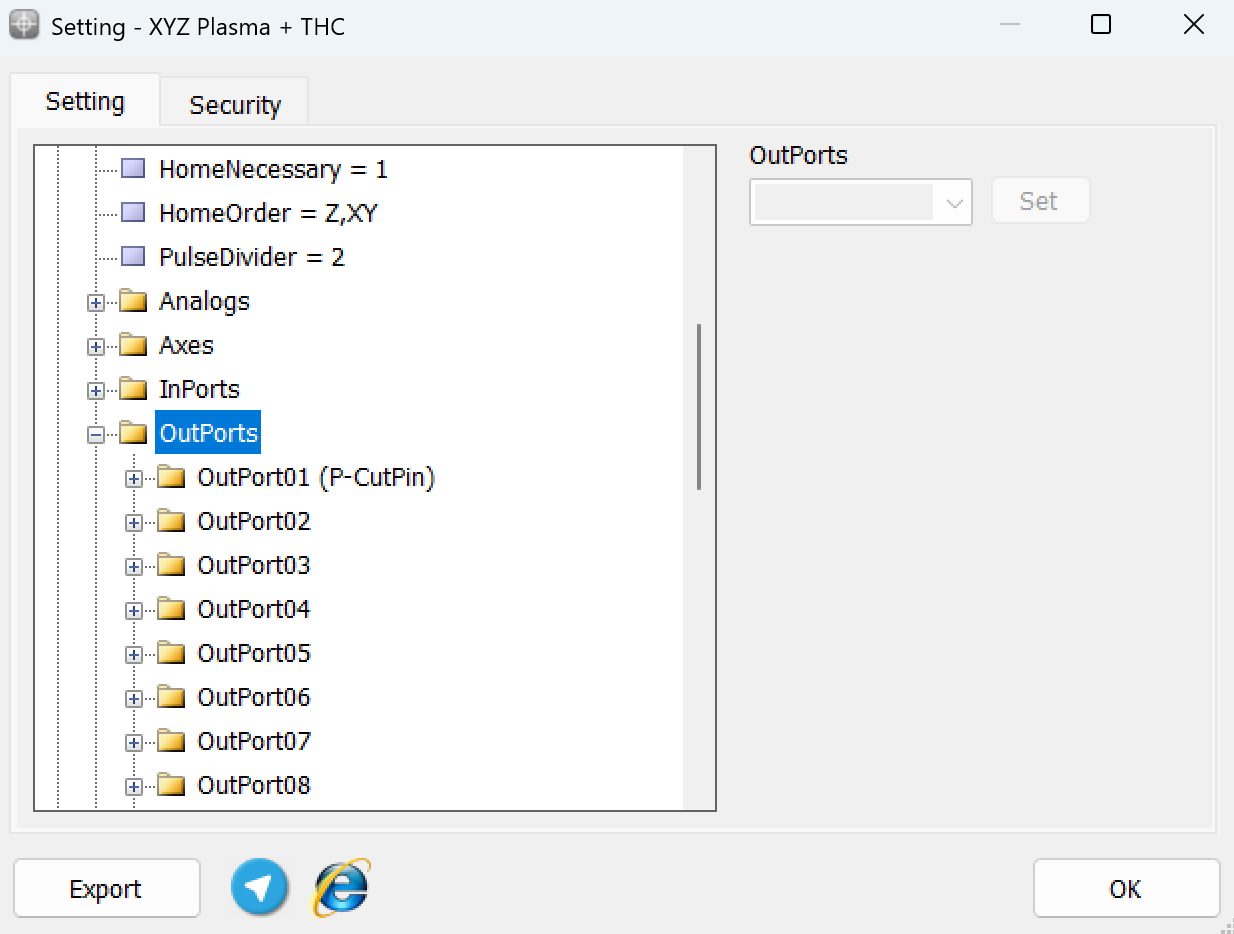
Outputs
In this section, we will examine the configuration of the Outputs.
Setting Up Inputs: General Overview
In Radonix systems, Outports are critical components that manage the output signals controlling various peripherals, such as relays, actuators, alarms, and other devices. Outputs can be categorized into two main types based on their configuration and purpose: Hardware-Based Inputs and Software-Based outputs. This flexibility allows the system to adapt to a wide range of applications and machine requirements.
Hardware-Based Outputs
Hardware outputs involve physical signals sent from the controller to external devices, enabling direct control of the machine’s environment. These outputs are critical for operational safety, machine actuation, and real-time command execution, ensuring efficient workflow and coordination within the CNC system.
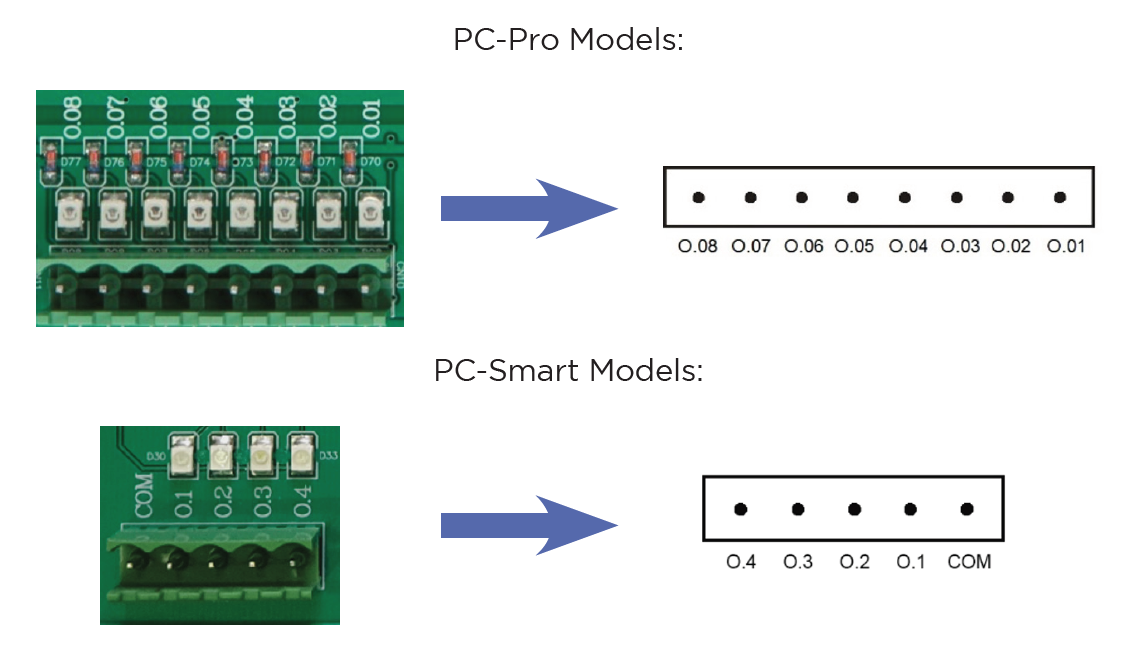
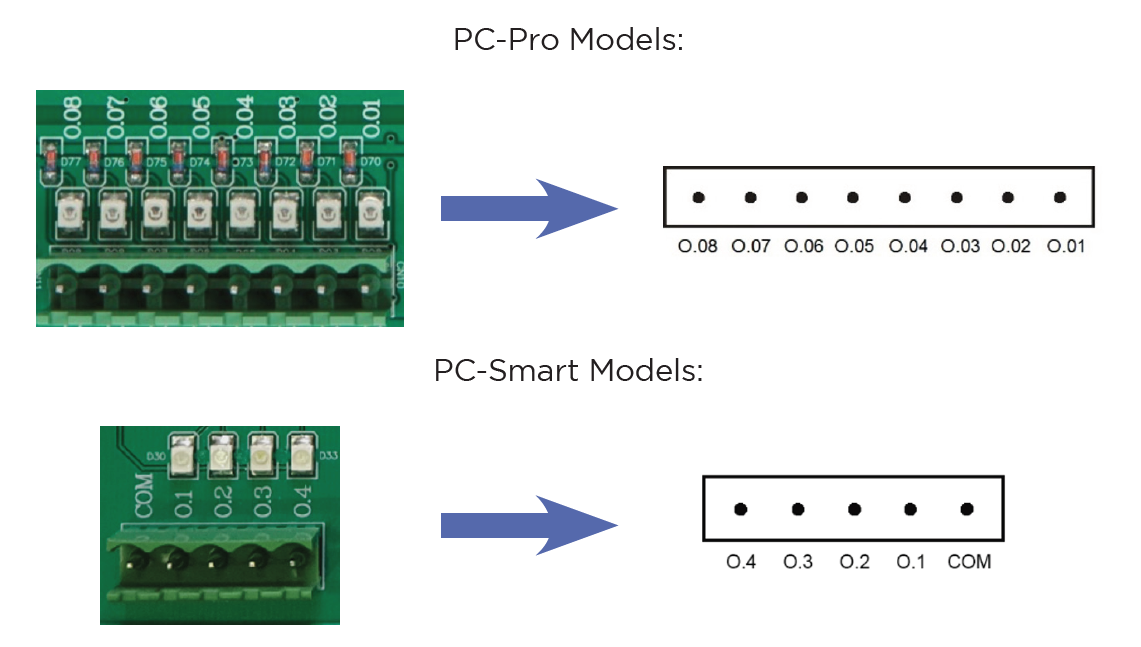
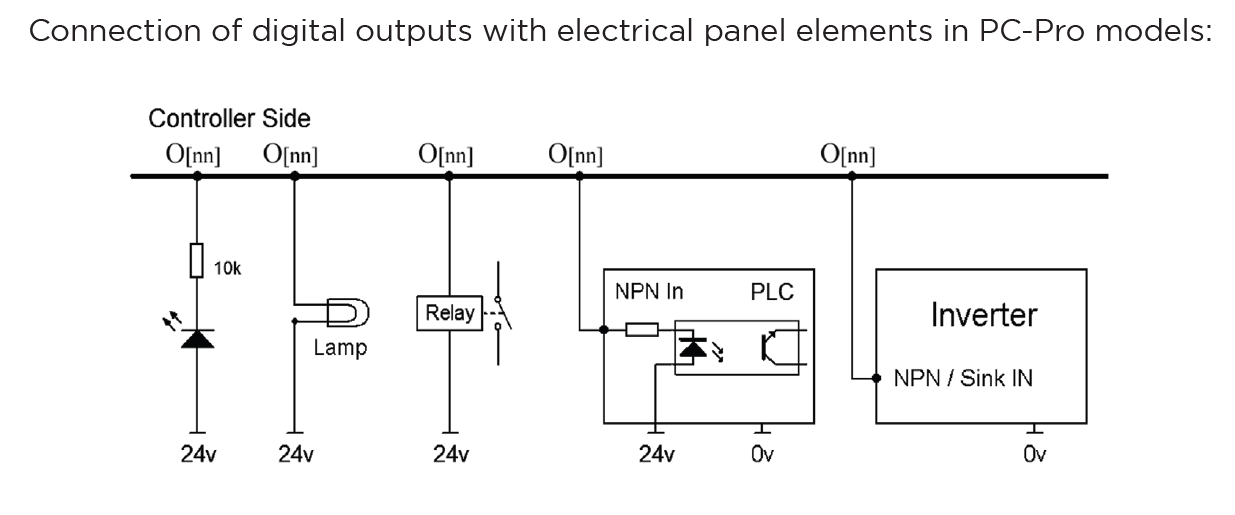
The digital outputs of Radonix controllers are named O.[n], where n is a numerical identifier greater than zero and represents the output number .
Radonix controllers incorporate robust protection mechanisms for Outports to ensure durability, safety, and reliability. These mechanisms vary between different models, specifically the PC-Pro and PC-Smart boards, each with distinct protection features and failure handling processes.
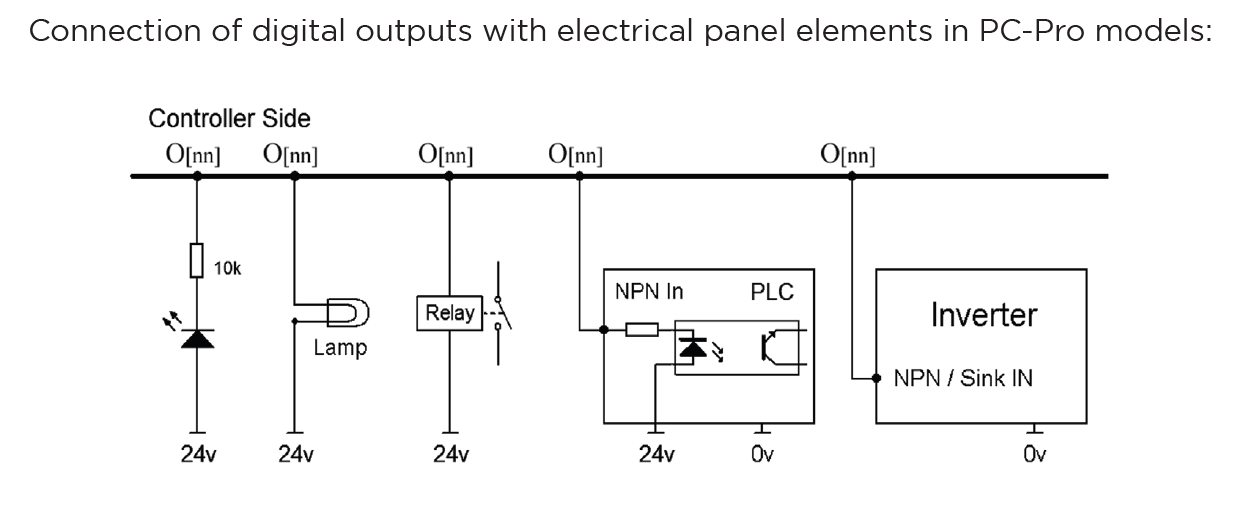
Output Behavior in PC-Pro LAN Models
- The PC-Pro LAN model outputs are fixed in NPN mode.
- How It Works:
- When an output is ON, it provides 0 volts by pulling the signal to ground.
- When an output is OFF, it is in a high-impedance state, effectively disconnecting the circuit.
- Wiring Consideration:
- Connected devices must be compatible with NPN logic, where the load receives voltage from a positive source and is activated when the output pulls the circuit to ground.
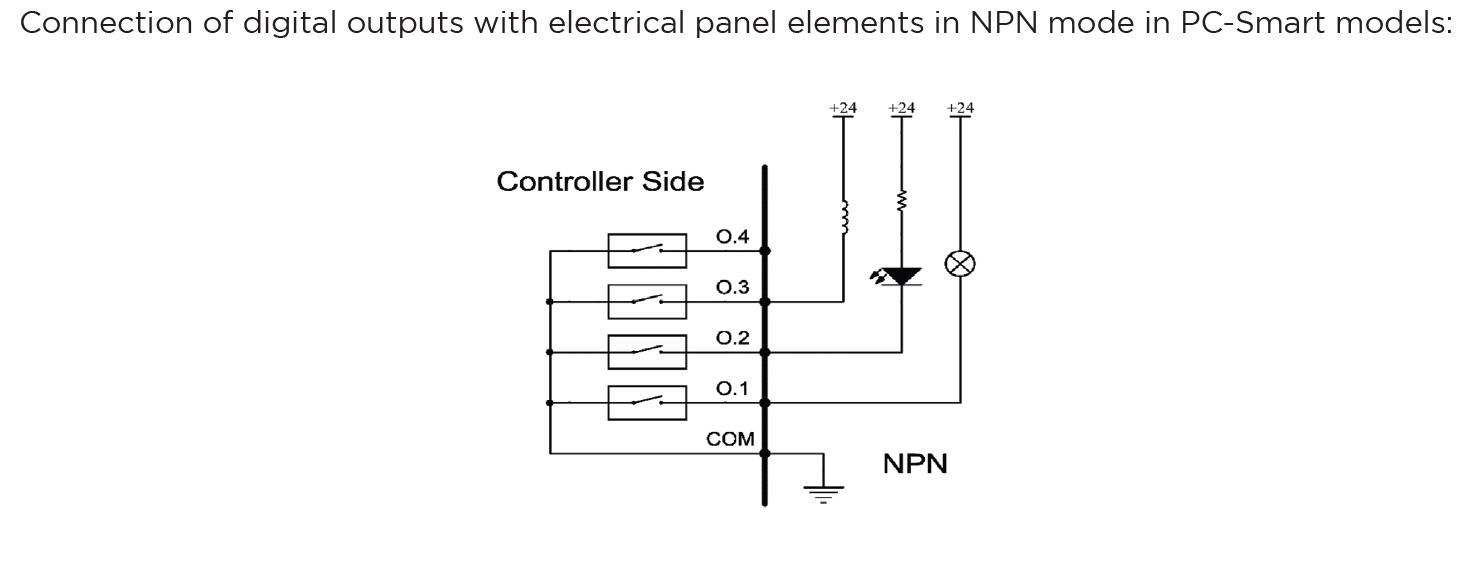
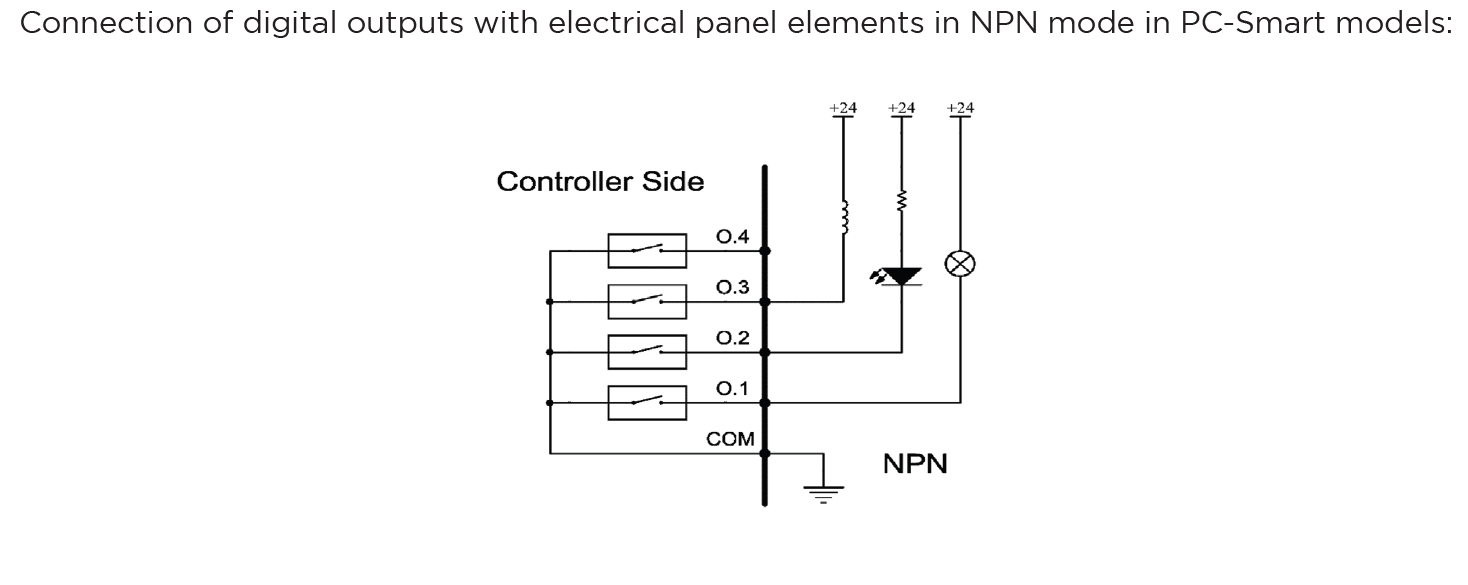
2. Output Behavior in PC-Smart Models
- The PC-Smart model offers a flexible configuration where outputs can operate in PNP mode or NPN mode, depending on the connection of the COM Pin.
- How It Works:
- The voltage provided by the outputs depends on what is connected to the COM Pin:
- COM Pin Connected to 24V: Outputs will provide 24 volts when activated.
- COM Pin Connected to Ground: Outputs will provide 0 volts when activated (NPN mode).
- The voltage provided by the outputs depends on what is connected to the COM Pin:
- Flexibility:
- This design allows PC-Smart models to adapt to different wiring requirements and device logic preferences.
Configuration Process for Outputs:
-
Connection:
- Physically connect the hardware component (e.g., relay, electric valve , Barke , alarm) to the designated output pin on the controller.
- Ensure proper wiring based on the required logic (PNP or NPN) and voltage compatibility.
-
Output Definition:
- Use the controller software to define the role of the output (e.g.,
C-CutPin,Brake, or a custom output for specific functions). - Assign the output to its intended device or operation in the system settings.
- Use the controller software to define the role of the output (e.g.,
-
Logic Settings:
- Set the output logic based on the connected device's requirements:
- Active High (PNP): The output sends voltage (e.g., 24V) when activated.
- Active Low (NPN): The output pulls the signal to ground (0V) when activated.
- Set the output logic based on the connected device's requirements:
-
Testing and Validation:
- After configuring, test the output to ensure it operates as intended in CAM Pro Test application.
- Use a multimeter or other diagnostic tools to verify output voltage and behavior.
2. Software-Based OutputsSoftware-Based Outputs provide simple logical functionality to configure and integrate them with related physical hardware. These features are crucial for enhancing control capabilities. They facilitate quick and simple installation without the need for microprogramming. Users can simply select options from a list and configure settings to maximize efficiency.
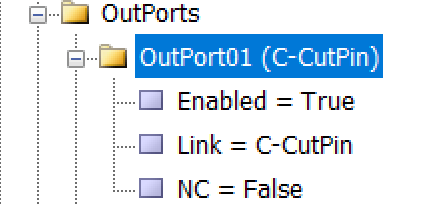
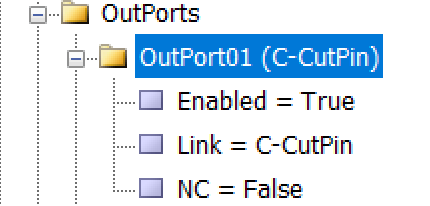
As illustrated in the figure, each output is divided into three sub-branches, as detailed below:
- Enable: This sub-branch can be set to two values: True or False.
- Link: Specifies the duty or task that needs to be performed or checked. This includes any device that can serve as an output, such as actuators, lights, and alarms.
- NC: Determines whether the specific output is Normally Open (NO) or Normally Closed (NC).
Examples of Software Outputs:
- Virtual Relays:
- Use software parameters to define activation boundaries for devices based on operational needs.
- Logical Triggers: Define conditional triggers for activating specific outputs (e.g., alarms or Relay for specific function ).
- Simulated Outputs: Employ these for testing or in scenarios where physical components are not available.
Configuration Process:
- Access the Configuration Interface:
- Navigate to the controller's software settings to manage outputs.
- Define Parameters:
-
To configure an output like an order to forward the VFD, enter parameters.
-
setting —→ System —→ Outports —→ Enabled= True
Linked = C-CutPin
NC= True
-
- Validate Settings:
- Test the configured software outputs to ensure they function correctly and safely, verifying their effectiveness in real-world applications.
Setting Up Inputs: Simple and Intuitive Configuration
In Radonix system, configuring inputs or Outputs is designed to be as user-friendly as possible, without requiring any microprogramming or advanced technical knowledge. All you need to do is navigate to the Inputs section of the controller interface, open the settings drawer, and select the item you need to configure. The same process applies to other sections, such as Outputs or any other functional areas.
Step-by-Step Configuration Process
- Access the Desired Section:
- Go to the section you want to configure, such as Inputs or Outputs, depending on the functionality you are setting up.
- Open the Settings Drawer:
- Within the selected section, locate the specific input branch or subsection.
- Click or expand the settings drawer to reveal the available options.
- Select the Required Item:
- Choose the input type or functionality you want to configure (e.g., limit switch, home sensor, emergency stop, or custom inputs).
- Define the specific role for the input, such as
C-ZFreePin,1
- Set Parameters Easily:
- Adjust the necessary parameters, such as polarity (Normally Open or Normally Closed), response delays, or logical behavior, directly from the interface.
- Save and Test:
- Save your settings and validate them through the controller interface to ensure everything is functioning as intended.
- In the end in order to finalizing you have to close program to save everything
- 1-Emergency Stop (E-Stop): A critical response mechanism in industrial settings used to halt machinery and equipment immediately in order to protect against imminent danger. This action is typically engaged through an emergency stop button or switch that, when activated, interrupts the power supply and ceases all operations, effectively minimizing the risk of accidents, injuries, or damage to the machinery and personnel.
- Configurable Emergency Mode: An advanced feature in control systems that allows users to define and set up custom emergency responses through the system settings. This mode can be programmed to engage different levels or types of responses depending on the nature and severity of the threat detected.
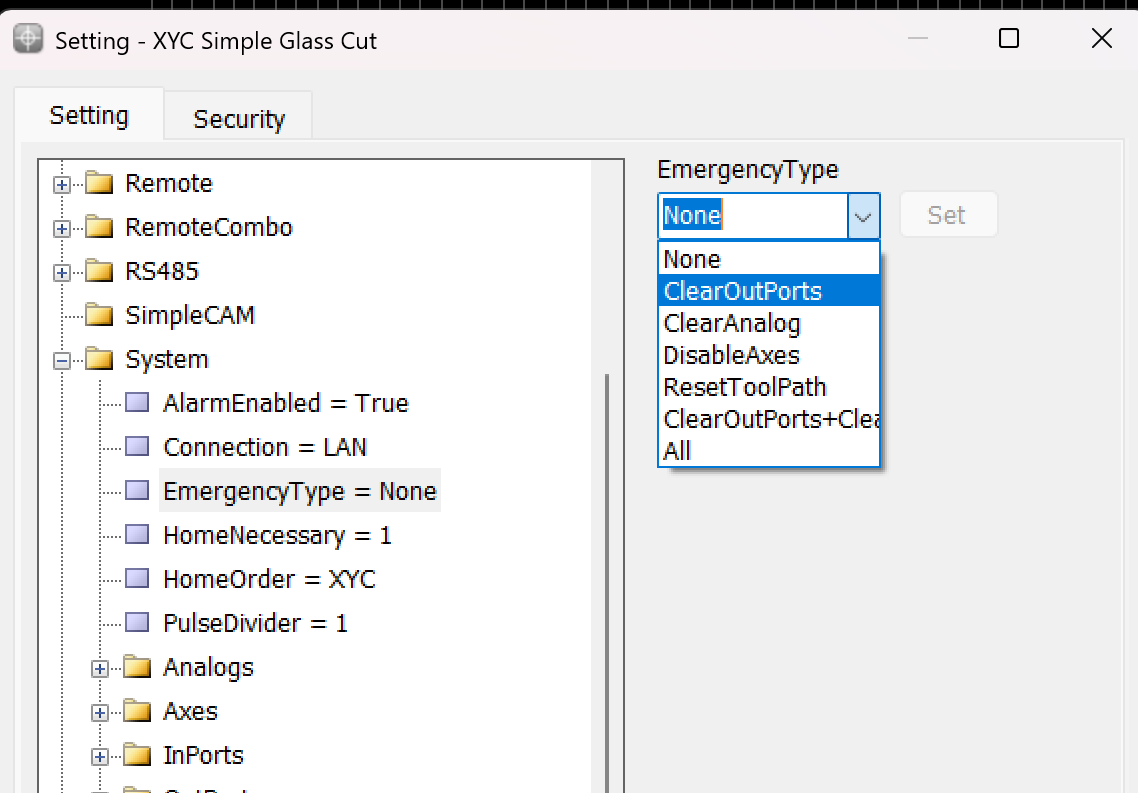
This variable is used to determine the operation that occurs when the Emergency button is pressed.
- None: When this mode is selected, the machine operation is similar to a pause. The device stops all activities but cannot be resumed from the same point if this mode is triggered.
- ClearOutPorts: Activating this mode stops the axes and turns off all digital output ports of the controller. This ensures that no further commands affect the machine's operation until reset.
- ClearAnalog: This mode stops the axes and turns off all analog outputs. It's used to ensure that any variable outputs controlling aspects like tool pressure or spindle speed are deactivated.
- DisableAxes: In this emergency mode, the axes of the machine are stopped and become inactive, which means the motors that drive the axes are disengaged, allowing them to move freely if manually pushed but not under power.
- ResetToolPath: This mode stops the axes and resets the toolpath to the start of the program. This is useful in scenarios where the process needs to be started from the beginning, either to prevent damage or to correct an error.
- ClearOutPorts+ClearAnalog: This comprehensive emergency mode combines the effects of ClearOutPorts and ClearAnalog, stopping all digital and analog outputs, disabling the axes, freeing the motors, and resetting the toolpath to the first coordinate. This is effectively a full reset of the system's operating state.
- All: Selecting "All" activates all the above emergency responses, providing the maximum level of immediate system shutdown. All outputs, both digital and analog, are turned off; axes are stopped and freed; and the toolpath is reset.
-
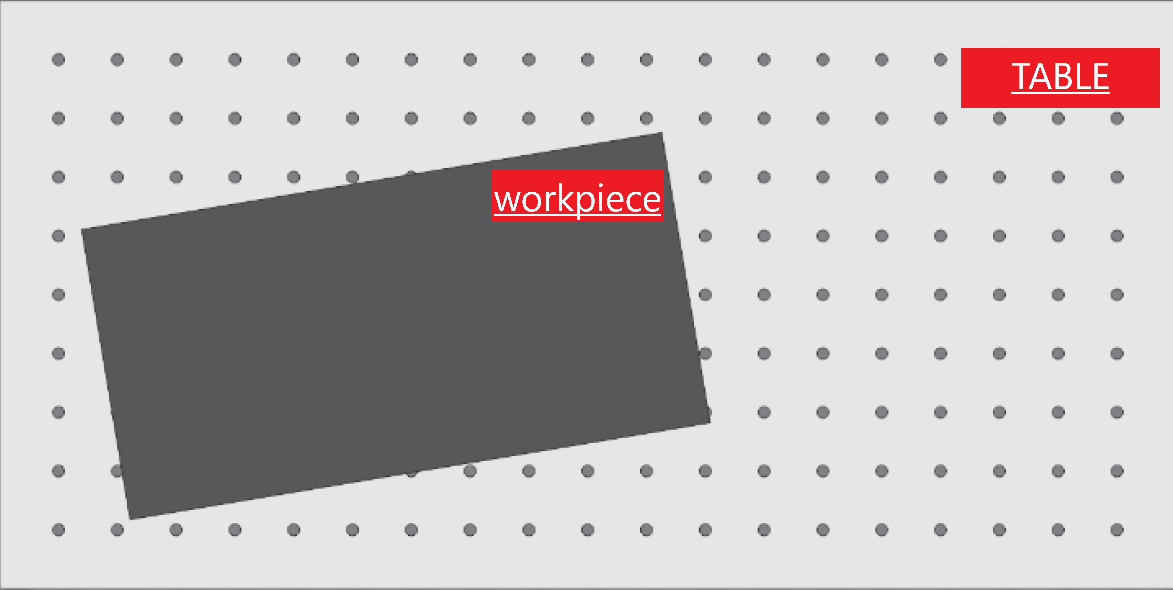
**2-Home Sensors : As a usual in XY Cutter CNC machines Home sensors does not use because of the length of axis .**Home sensors are so crucial for positions it means that thanks to these sensors the position become meaningful , they are impact in defining table size the sensors are machine zero point or machine origin point when axis reach the sensors the controller detect them and it causes that a red table is created in Black Grid space so with this option each point in this area has its own position than sensors ın each axis
Indeed, home sensors are integral to the function and accuracy of CNC machines. Let's explore further how these sensors interact with the CNC controller and influence the machine workspace setup:
Role and Functionality of Home Sensors:
- Defining the Origin: Home sensors establish the machine's zero point or origin. This point serves as the reference for all other positions within the machine's operational space. It ensures that the machine knows the starting point for all axes (typically labeled X, Y, and Z).
- Impact on Table Size and Work Area Definition: The detection of the home position by these sensors directly impacts the definition of the machine’s table size. This is because the machine controller uses the origin point to calculate and define the extents of the machine’s operational area or table. The movements and operations of the machine are confined within these calculated boundaries to ensure precision and to prevent the machine from moving beyond its capable limits, which could cause damage or errors.
- Visualization on Controller Interface: When the home sensors are triggered, the CNC controller can visually depict this on its interface, often illustrated as a "red table" laid out on a "black grid" background. This visual representation helps operators to see and understand the active working area of the machine. It shows where tools can safely travel and operate, providing a clear demarcation of the workspace.
- Positional Accuracy: Each point within this defined red table area has a specific position relative to the machine’s origin point, determined by the home sensors on each axis. This arrangement allows for precise control over the machine's movements and operations, ensuring that every motion made by the machine is accurately accounted for relative to the origin, enhancing both the precision and reliability of the work performed.
- Operational Reliability: Regularly using home sensors to reestablish the machine’s origin point helps maintain operational accuracy and reliability, crucial for long-term consistent output, especially in precision-dependent applications.
Overall, home sensors not only provide a safety mechanism by defining the limits of machine operation but also enhance operational precision by establishing a clear and reliable reference point for all machining tasks. This setup ensures that every point within the operational area is accurately positioned relative to the origin, making the machine's functioning both predictable and precise.
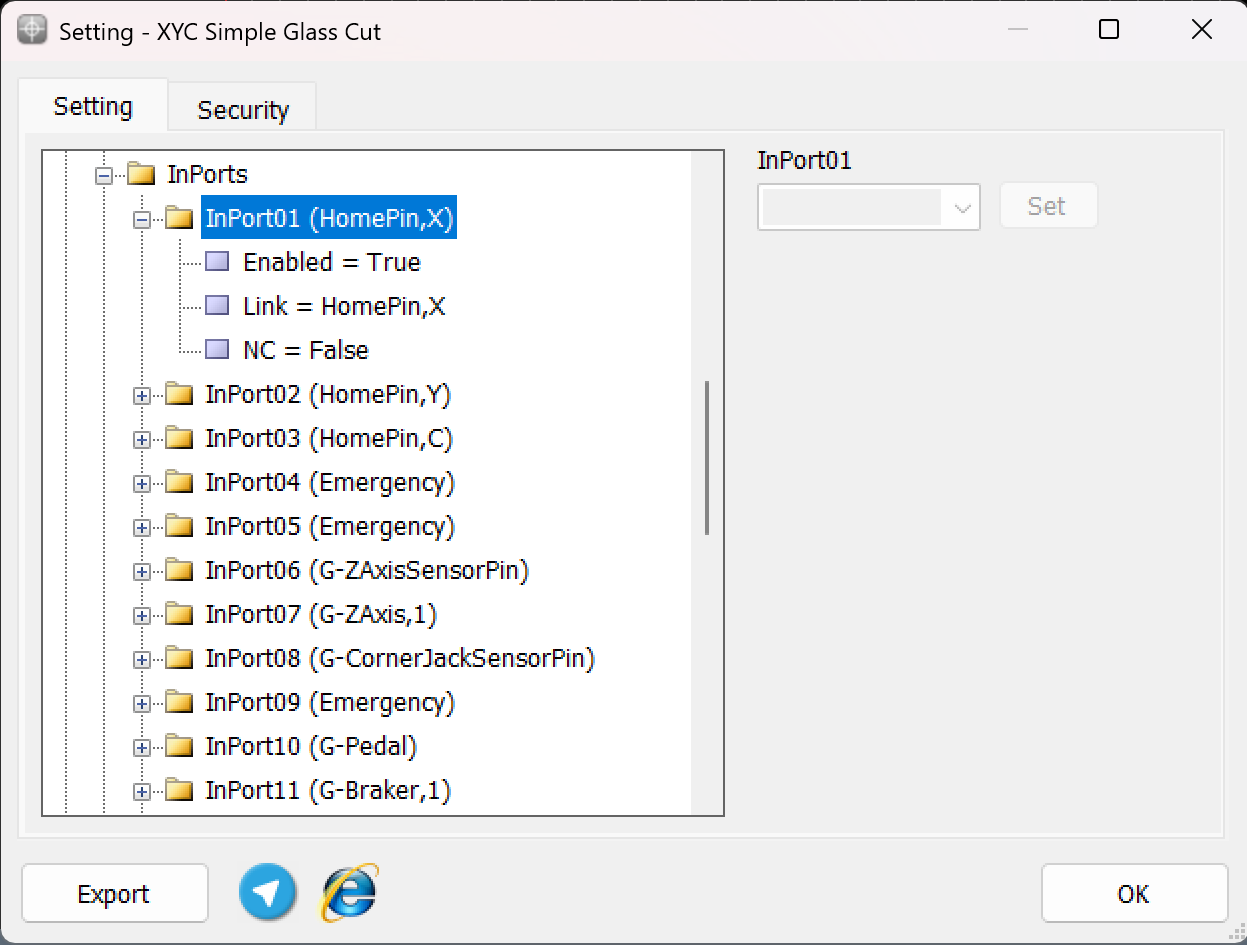
To ensure precise cessation of axis movement after issuing the Home command, the appropriate input links must be configured prior to pressing the Home button, as depicted in the above explanation. This configuration ensures that the machine accurately detects the home position for each axis.
For example:
-
The input HomePin,X is assigned to detect the X-axis home position. This means that when the X-axis sensor aligns in front of its designated home sensor, the system identifies it as the home position.
-
Similarly, other axes such as Y , C , Z require their respective input links, such as HomePin,Y or HomePin,C, to be properly set based on the machine's axes and sensor alignment.
This structured setup allows the machine to halt each axis movement accurately when it reaches its home position, ensuring safe and reliable operation during homing procedures.
-
3-Limit pin :In CNC machines, limit pins serve as an essential safety feature to prevent the machine axes from exceeding their physical boundaries. These pins are linked to hard limit switches, which are mechanical or sensor-based devices that stop the machine when triggered.
Key Points about Limit Pins:- Hard Limits:
- Hard limits rely on physical limit switches installed on the machine.
- When an axis reaches the limit switch, the corresponding input link (e.g., G-LimitPin,X, G-LimitPin,Y, or G-LimitPin,Z) is triggered.
- The machine automatically stops to avoid damage to mechanical components.
- Soft Limits:
- Soft limits are defined within the Radonix settings.
- The operator sets the allowable movement range for each axis through software, ensuring the axis does not move beyond these defined boundaries.
- These limits are monitored digitally and act as a preventive measure before reaching the physical hard limits.
- Dual Safety Mechanism:
- Combining hard limit pins with soft limits ensures maximum protection:
- Soft Limits act as the first line of defense to stop movements within software-defined boundaries.
- Hard Limits serve as a final physical safeguard to prevent any accidental overrun of the machine axes.
- Combining hard limit pins with soft limits ensures maximum protection:
Configuration of Hard Limit Pins:To set up hard limits in Radonix controllers:
- Navigate to System > InPorts in the Radonix software.
- Assign the input links for the respective limit switches:
- G-LimitPin,X for the X-axis hard limit.
- G-LimitPin,Y for the Y-axis hard limit.
- G-LimitPin,Z for the Z-axis hard limit.
- Ensure the Enabled parameter is set to True.
- Hard Limits:
limitPin,X
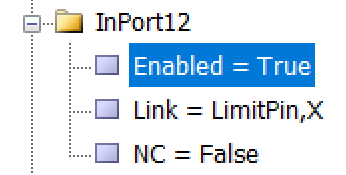
LimitPin,-X /// LimitPin,Y /// LimitPin,-Y /// LimitPin,Z /// LimitPin,-Z
- 4-Calibration : calibration refers to the process of aligning the motion value of an axis with one of the standard units or with a specific value. Common units in industrial devices are usually millimeters, centimeters, meters, inches, feet, degrees, etc., which are available for use based on the need. Therefore, the concept of calibration for the millimeter unit can be expressed as the alignment of the motion value of the desired axis with the millimeter unit. That is, in the case of measuring with measuring tools, the numerical value of the motion of the axis should be consistent with the measured value in millimeters.
At fırst step of calibration , Electronic Gear Box must be set :
An Electronic Gear Box is an integral component in modern servo systems, especially in applications that involve servo motors, like those used in automation and robotics. This technology essentially functions as a virtual gearbox that adjusts the speed and torque of a motor electronically, rather than mechanically. By manipulating the frequency and amplitude of the motor’s input signals, an electronic gearbox can change the output characteristics of the motor to suit specific tasks without needing physical gear changes.
Next step is essential for this subject is : Encoder Resolution
Encoder Resolution is a fundamental specification of servo motors, indicating the number of pulses an encoder emits for each complete revolution of the motor's shaft. This specification, expressed in pulses per revolution (PPR), is crucial for defining the precision with which the motor's position, speed, and acceleration can be controlled.
For instance, the Delta servo motor's B2 model features an encoder resolution of 160,000 pulses per revolution. This means that for every full turn of the motor shaft, the encoder generates 160,000 distinct signals. In contrast, the A2 model from the same brand boasts a much higher resolution of 1,280,000 pulses per revolution. This higher resolution allows for even finer control and more precise adjustments, which is essential in applications requiring meticulous positioning and detailed motion control.
High-resolution encoders are particularly beneficial in fields like robotics, CNC machinery, and automated assembly lines, where exact movements are paramount. The greater the encoder resolution, the smaller the movement that can be detected and controlled, enhancing the system’s accuracy and the quality of the output. This capability is crucial for optimizing the performance of high-precision tasks, ensuring that each component operates within tight tolerances and adheres to strict quality standards.
Understanding and setting the encoder resolution appropriately is a critical first step in the calibration of automated systems. It ensures that the machine operates smoothly and that each part produced meets precise specifications, thereby reducing errors and increasing overall efficiency in manufacturing processes. This detailed control over motor movements is what makes modern automated systems capable of performing complex tasks with high reliability and accuracy.
General Guide to Setting the Electronic Gear Ratio (E.G.) in Servo Drives
Overview
Configuring the Electronic Gear Ratio (E.G.) for servo drives is crucial for optimizing their performance in applications requiring precise motion control. This guide provides a generic approach to setting E.G. in servo drives, using the Delta B2 servo drive as a specific example to illustrate the process.
Requirements
- Servo drive with an integrated encoder
- Controller capable of generating pulse signals (e.g., a CNC controller)
- Technical specifications for both servo drive and controller
Step-by-Step Configuration
Step 1: Understand Encoder Resolution
- Objective: Recognize the encoder resolution, which is the number of pulses needed for one complete rotation of the servo motor's shaft.
- General Info: Encoder resolution is specified in pulses per revolution (PPR). It determines the precision with which the servo drive can control the motor position.
Step 2: Calculate Motor Speed in Rounds Per Second
- Objective: Convert the desired motor speed from RPM (revolutions per minute) to RPS (revolutions per second) to match the controller's output frequency.
- Procedure:
- Formula: RPS=RPM/60
- This calculation adjusts the time base from minutes to seconds, facilitating synchronization with pulse output.
Step 3: Determine Required Pulses Per Second
- Objective: Calculate the total pulses per second required based on the RPS and encoder resolution.
- Procedure:
- Objective: Calculate the total pulses per second required based on the RPS and encoder resolution.
- Procedure:
-
Multiply the RPS by the encoder resolution to get the required pulses per second.
-
Example Formula: Pulses per Second=RPS × Encoder Resolution
Pulses per Second=RPS ×Encoder Resolution
-
Step 4: Set the Electronic Gear Ratio (E.G.)
- Objective: Adjust the electronic gearing to enable the controller's output to meet the servo motor's pulse requirements.
- Procedure:

E.G. Ratio Definition
The E.G. ratio is calculated by dividing the required pulse count by the controller’s pulse output capability:
E.G. = Required pulses per second / Controller’s pulse capability
To ensure proper operation, configure the controller so that its pulse capability meets or exceeds the calculated E.G. ratio.
Example: Delta B2 Servo Drive
Motor speed: 3,000 revolutions per minute (RPM)
Encoder resolution: 160,000 pulses per revolution (PPR)
Controller’s pulse capability: 500,000 pulses per second
Calculation
Convert the motor speed from RPM to revolutions per second (RPS):
3,000 ÷ 60 = 50 RPS
Determine the required pulses per second:
50 RPS × 160,000 PPR = 8,000,000 pulses per second
Calculate the E.G. ratio:
8,000,000 pulses ÷ 500,000 pulses = 16
Set the controller’s E.G. ratio to 16 : 1.
Testing and Validation
- Objective: Ensure that the servo system functions correctly under the new settings.
- Procedure:
- Conduct a test run to check the accuracy and responsiveness of the servo drive.
- Observe the motion to confirm that it aligns with expected parameters.
Additional Notes
- Refer to specific servo drive manuals for detailed specifications and advanced settings.
- Regular maintenance checks and recalibration are recommended to sustain optimal performance.
This comprehensive approach ensures that various types of servo drives can be efficiently integrated and operated in systems requiring high precision, such as in automation and robotics.
now based on this E.G calibration process can be feasible through two ways
1- Radonix CAM Calibrator and Measurement
2-Mathematics Calculation
1-Computational
In the calibration method that relies on physical measurements using tools and instruments, the process directly depends on the accuracy of these tools and the inherent mechanical precision of the device being calibrated. This measurement-based method, while not as precise as computational approaches that utilize exact mathematical models and software simulations, is nonetheless popular in many practical applications. It offers a straightforward approach when detailed information about the motor, gearbox, pulley, and gears is unavailable or incomplete.
The fundamental principle of this calibration method involves measuring the actual displacement that occurs for a given number of pulses emitted by the system. By doing so, it allows for direct observation and adjustment based on real-world outcomes, which is particularly valuable in scenarios where theoretical data may not fully capture the dynamics of the mechanical system. The method's reliance on physical measurements means that any error in the measuring tools or mechanical inaccuracies in the system can significantly affect the quality and reliability of the calibration.
Despite its limitations in precision compared to computational methods, this approach is widely adopted because it provides a practical, hands-on way to ensure that machinery and systems are performing within acceptable limits. It is particularly useful in maintenance scenarios or when setting up new equipment in a manufacturing line where detailed specifications of components are not readily available. This method ensures that operators can still achieve effective calibration, maintaining operational efficiency and reducing downtime due to misalignment or other issues arising from improper calibration.
To enhance accuracy and speed in calibration by measurement, Radonix provides a complimentary software tool, CAM-Pro Calibrator. This tool is automatically installed with the main Radonix software suite. It efficiently calculates the step value by measuring the physical displacement of the axis and the required number of pulses for achieving this displacement.
Since pulse counting in this method is managed by the controller, there is no measurement error associated with pulses. Therefore, the measurement accuracy in this method is directly related to the accuracy of the physical measurement. Additionally, increasing the distance between two measured points results in a higher pulse count, effectively enlarging the denominator of the fraction. With the error remaining constant, the calculated step value becomes more precise. Consequently, calibration based on two widely spaced points will yield more accurate results .
Please note that two Radonix software programs should never be run simultaneously. If they are, one of the programs will not be able to connect online. Therefore, always ensure that all other Radonix software programs are closed before running the desired application.
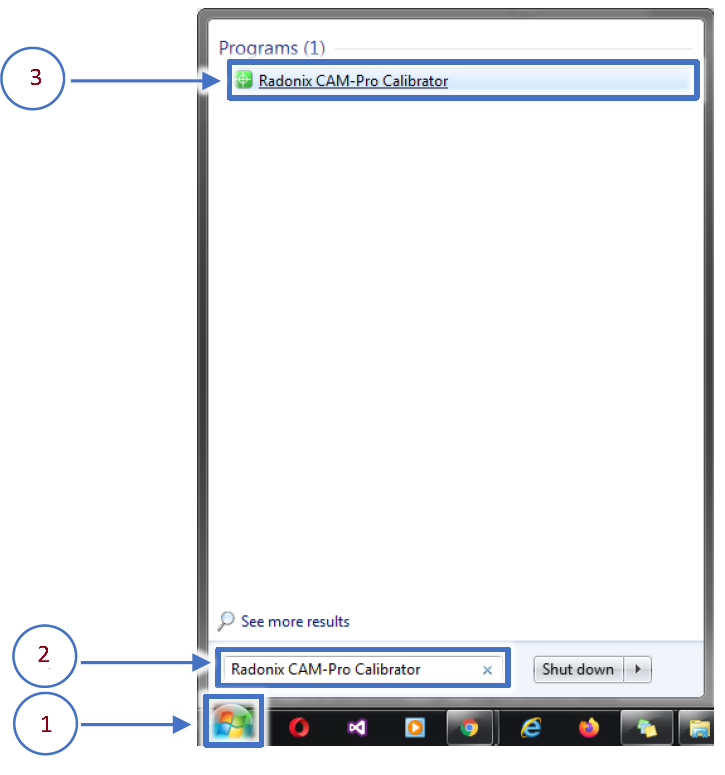
As explained in the previous section, the CAM-Pro Calibrator software is installed alongside the CAM-Pro software. There are two methods to locate the calibrator software after installation. According to the first method, simply go to the installation location, which by default is on the C drive of Windows. Then navigate to the 'Program Files (x86)' folder, open the Radonix folder, and you will find the Radonix CAM-Pro file where the CAM-Pro Calibrator software can be seen. According to the second method, just use the Search feature from the Start menu (Figure 1, Step 1), search for 'Radonix CAM-Pro Calibrator', and run it
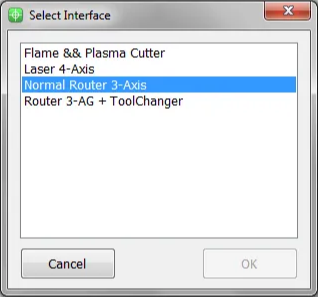
This program consists of two windows. The first window only appears if there are multiple active interfaces on a computer (Figure 3). Through this window, you can select the desired interface and launch it by pressing the 'Ok' button. If there is only one active interface on the computer, the interface selection window will not open, and the main window will open directly.
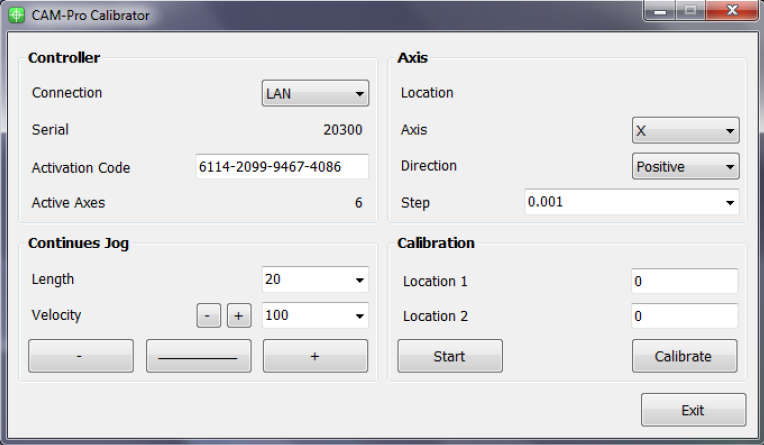
When you open the CAM-Pro Calibrator software, you will see Figure (4), which components are as follows:
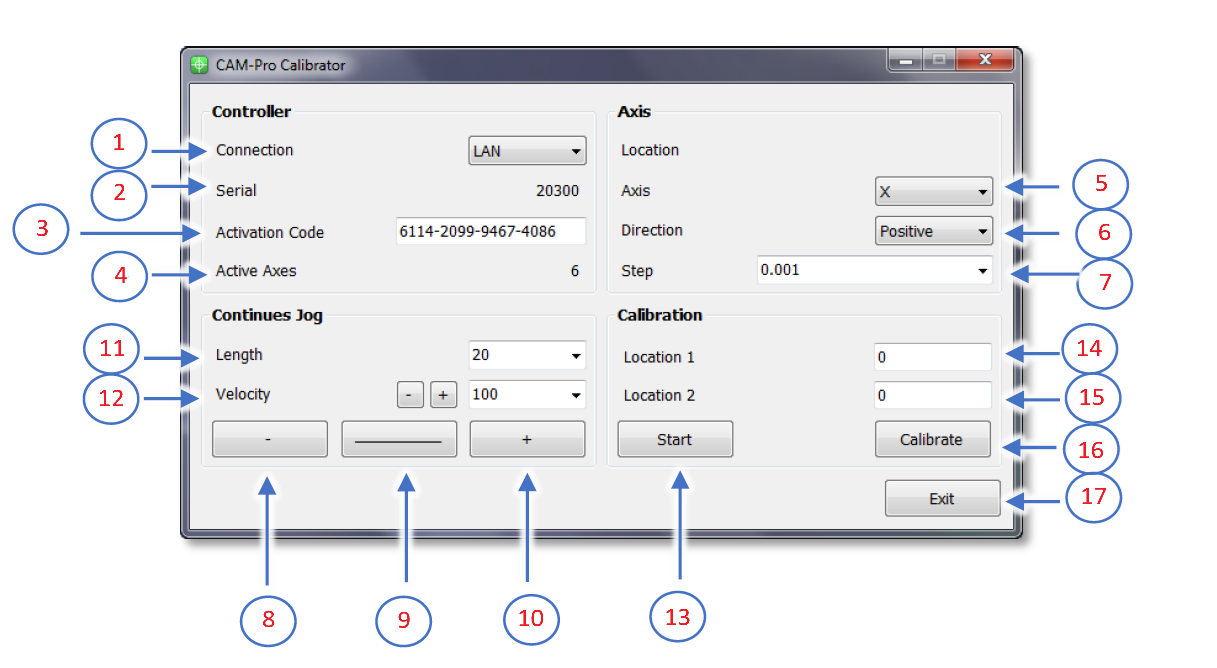
- Connection:
- ProLan controllers must be set to LAN mode.
- ProUSB controllers must be set to USB mode.
- Serial:
- Displays the controller's serial number.
- Activation Code:
- Displays the 16-digit code used to activate axes.
- Active Axes:
- Shows the number of activated axes using the activation code.
Axis Section
5.Axis:
- Allows selecting the desired axis for calibration.
6.Direction:
- Select the appropriate movement direction for standard axes:
- Negative: Movement towards the negative direction.
- Positive: Movement towards the positive direction.
7.Step:
- Sets the step size for calibration or output pulses. After calibration, the step is automatically recorded in the settings.
Continuous Jog Section
8.Negative Jog:
- Enables manual movement in the negative axis direction.
9.Jog Mode:
- Allows selecting the jog movement type:
- Continuous: Smooth, uninterrupted movement.
- Incremental: Moves in defined steps.
10.Positive Jog:
- Enables manual movement in the positive axis direction.
11.Length:
- Defines the incremental movement distance when the Incremental mode is active.
Velocity Section
12.Velocity:
- Used to set the speed for manual movements.
- The positive and negative buttons next to the Velocity option increase or decrease the speed of manual movements.
Calibration Section
13.Start:
- Button to initiate the calibration process.
14.Location 1:
- Used to set the initial position for calibration.
- This position must be relative to a fixed point on the measured axis.
15.Location 2:
- Used to set the final position for calibration.
- This position must also be relative to a fixed point on the measured axis.
16.Calibrate:
- Button to complete the calibration process and calculate the calibration factor.
17.Exit:
- Button to exit the calibration program.
To calibrate an axis, follow these steps:
First, select the desired axis from the Axis section for calibration. Then, by selecting a low speed and moving the axis, ensure the direction of movement is correct. If the movement direction is incorrect, choose the appropriate direction using the Direction section. Next, move the axis to one of the two ends of its travel range. Since the starting direction in this method is not important, it does not matter which end of the axis is chosen as the starting point. Once the axis is in the correct position, measure a point on the axis relative to a fixed point on the machine using an appropriate measuring tool, record this at Location 1, and press the Start button. Note that unit selection is entirely optional, so if calibration with a specific unit is required, all measurements should be based on that unit. For example, the device can be calibrated in units of inches, meters, centimeters, millimeters, or even micrometers.
Move the axis to the opposite end. If measurements at greater distances are possible and the measuring tool is sufficiently accurate, measurements over longer distances will yield more precise results. After moving the axis to the second point, measure this point similar to the first relative to the fixed point on the machine, record this at Location 2, and then press the Calibrate button. Using these measurements, the calibration step or factor is calculated and automatically registered in the designated interface. The calibration process can be repeated as many times as needed for each axis.
Please note that if the activation code has not been entered, an error message will be displayed when opening the CAM‑Pro Calibrator software.
2‑Mathematics Calculation
Computational Method
To align the axis movement with the desired unit, a calibration coefficient called “Step” is used. To access this variable, first open the software and then navigate to the Setting window, proceed to the System branch, and the sub‑branch Axis n (where n represents a number between 1 and 6, indicating the axis number). The Step variable is located within these sub‑branches, and each axis has its own specific Step variable.
If the unit of axis movement is in millimeters, the unit of this variable will be millimeters per pulse. If the movement unit is centimeters, inches, or any other unit, the Step variable will also be expressed in that unit per pulse. Essentially, this represents the amount of movement of the desired axis per one pulse transmitted to that axis’s motor driver. Therefore, to calculate this variable, one must understand the relationship between the motor’s movement amount per input pulse to the driver and the conversion ratios of gearboxes, pulleys, and any other type of motion transmission. For a better understanding of these calculations, consider the following examples:
Example 1: Consider a linear axis of a CNC machine where the measurement unit is in millimeters, and it is equipped with Panasonic A5 motors that have a 10:1 gearbox ratio. This motor is connected via a pinion with an effective diameter of 66 millimeters to a rack. Now, calculate the Step value for the specified axis.
Please note that each piece of information plays a crucial role in these calculations and can be used to compute the step size of the axis for calibration purposes. For example, knowing the type of motor driver and its specifications determines the relationship between the input pulse to the driver and the resulting movement of the motor shaft.
In Panasonic A5 motors, at a rate of 500,000 pulses per second, the motor reaches a speed of 3000 rpm. In the first step, we calculate the motor’s rotational speed per second. Here, the figure 3000 represents the number of motor revolutions per minute, which we convert to seconds by dividing by 60, the number equivalent to one minute. The result is 50, meaning the motor makes 50 rotations per second. Therefore, the equation can be written as: Motor rotational speed per second = 3000 rpm / 60 s = 50 r/s. In the second step, we need to calculate the amount of axis movement per one rotation of the motor.
In fact, in this example, the distance traveled will be equal to the circumference of a circle, and the circumference of a circle is calculated as the diameter of the circle multiplied by π (pi) or approximately 3.1415. As mentioned in Example 1, a pinion with a diameter of 66 millimeters and a 10:1 gearbox are used in the mechanics, so we will have. The amount of axis movement per one revolution of the motor is calculated as (1/10) × 66 mm × 3.1415 = 20.7339 mm. The result obtained is the amount of axis movement per one rotation.
The final step is to write the ultimate equation and find the unknown value, which in this case is the Step variable. As observed, all calculations are based on 500,000 pulses sent by the controller and a motor speed of 3000 rpm. Therefore, to calculate the movement or distance traveled per 1 pulse, the result obtained needs to be divided by 500,000. However, as stated earlier, this motor makes 50 revolutions per second. Thus, it is important to note that while the amount of movement was calculated per 1 revolution in the second step, the motor completes 50 revolutions per second. Therefore, the number obtained in the second step must be multiplied by 50 to find the total distance traveled per second by the motor. Now, we will rewrite the overall equation once more.
Step (mm/pulse) = 50 (r/s) ∗ 20.7339 (mm) / 500000 (pulse/s) = 0.00207339 mm/pulse

From this equation, the Step value is calculated. This value means that the motor moves 0.0207339 millimeters per 1 pulse received.
Please note that the computational method used in Example 1 is intended for the calibration of linear axes.
Step(unit/pulse) = The value of the axis movement per one rotation of the motor * the number of motor rotations per second / Number of pulses sent by the controller per second
Example 2: Consider a rotary axis of a CNC machine where the measurement unit is in degrees. It is equipped with Panasonic A5 motors, which have a 25:1 gearbox connected to a 12-tooth pulley. This pulley is then linked via a belt to a 44-tooth pulley. Now, calculate the Step value for the specified axis.
Motor rotational speed per second = 3000 rpm / 60 s = 50 r/s.
In the final step, we must multiply the effective values, such as the gearbox ratio, the pulley ratio, and the motor's rotational speed per second, by 360. As we observed, all calculations are based on 500,000 pulses sent by the controller and a motor speed of 3000 rpm. Therefore, to calculate the movement per 1 pulse, we must divide the obtained value by 500,000. This simple estimation will yield the Step value.
Step= 50(r/s)∗(1/25)∗(12/44)∗360 / 500000(pulse/s) = 0.000392727272
From this equation, the Step value is calculated.
The general equation for calibrating rotary axes is as follows: Step(unit/pulse) = Rotation amount per second in the motor * effective value * 360 * / Number of pulses sent by the controller per second
Please note that whether calculating linear axes or rotary axes, the more significant digits we use, the more precise the calculation results will be.
Please note Pulse divisions in stepper motors directly impact these calculations. For simplicity, one can first calculate the motor rotation for a specific pulse value and then incorporate the result into the equations above.
Please Note In drives where the number of pulses required to reach the maximum motor speed exceeds the number of pulses produced by the controller, one can achieve the maximum motor speed by increasing the electronic drive ratio to a specific extent. For example, if a drive requires 4 million pulses per second to reach the maximum motor speed, and considering that Radonix produces 500,000 pulses per second, an electronic drive ratio of 8 should be considered to achieve the maximum rotational speed of the motor.
Outputs
In this section, we will examine the configuration of the Outputs.
Setting Up Inputs: General Overview
In Radonix systems, Outports are critical components that manage the output signals controlling various peripherals, such as relays, actuators, alarms, and other devices. Outputs can be categorized into two main types based on their configuration and purpose: Hardware-Based Inputs and Software-Based outputs. This flexibility allows the system to adapt to a wide range of applications and machine requirements.
Hardware-Based Outputs
Hardware outputs involve physical signals sent from the controller to external devices, enabling direct control of the machine’s environment. These outputs are critical for operational safety, machine actuation, and real-time command execution, ensuring efficient workflow and coordination within the CNC system.
The digital outputs of Radonix controllers are named O.[n], where n is a numerical identifier greater than zero and represents the output number .
Radonix controllers incorporate robust protection mechanisms for Outports to ensure durability, safety, and reliability. These mechanisms vary between different models, specifically the PC-Pro and PC-Smart boards, each with distinct protection features and failure handling processes.
Output Behavior in PC-Pro LAN Models
- The PC-Pro LAN model outputs are fixed in NPN mode.
- How It Works:
- When an output is ON, it provides 0 volts by pulling the signal to ground.
- When an output is OFF, it is in a high-impedance state, effectively disconnecting the circuit.
- Wiring Consideration:
- Connected devices must be compatible with NPN logic, where the load receives voltage from a positive source and is activated when the output pulls the circuit to ground.
2. Output Behavior in PC-Smart Models
- The PC-Smart model offers a flexible configuration where outputs can operate in PNP mode or NPN mode, depending on the connection of the COM Pin.
- How It Works:
- The voltage provided by the outputs depends on what is connected to the COM Pin:
- COM Pin Connected to 24V: Outputs will provide 24 volts when activated.
- COM Pin Connected to Ground: Outputs will provide 0 volts when activated (NPN mode).
- The voltage provided by the outputs depends on what is connected to the COM Pin:
- Flexibility:
- This design allows PC-Smart models to adapt to different wiring requirements and device logic preferences.
Configuration Process for Outputs:
- Connection:
- Physically connect the hardware component (e.g., relay, electric valve , Barke , alarm) to the designated output pin on the controller.
- Ensure proper wiring based on the required logic (PNP or NPN) and voltage compatibility.
- Output Definition:
- Use the controller software to define the role of the output (e.g.,
C-CutPin,Brake, or a custom output for specific functions). - Assign the output to its intended device or operation in the system settings.
- Use the controller software to define the role of the output (e.g.,
- Logic Settings:
- Set the output logic based on the connected device's requirements:
- Active High (PNP): The output sends voltage (e.g., 24V) when activated.
- Active Low (NPN): The output pulls the signal to ground (0V) when activated.
- Set the output logic based on the connected device's requirements:
- Testing and Validation:
- After configuring, test the output to ensure it operates as intended in CAM Pro Test application.
- Use a multimeter or other diagnostic tools to verify output voltage and behavior.
2. Software-Based Outputs
Software-Based Outputs provide simple logical functionality to configure and integrate them with related physical hardware. These features are crucial for enhancing control capabilities. They facilitate quick and simple installation without the need for microprogramming. Users can simply select options from a list and configure settings to maximize efficiency.
As illustrated in the figure, each output is divided into three sub-branches, as detailed below:
- Enable: This sub-branch can be set to two values: True or False.
- Link: Specifies the duty or task that needs to be performed or checked. This includes any device that can serve as an output, such as actuators, lights, and alarms.
- NC: Determines whether the specific output is Normally Open (NO) or Normally Closed (NC).
Examples of Software Outputs:
- Virtual Relays:
- Use software parameters to define activation boundaries for devices based on operational needs.
- Logical Triggers: Define conditional triggers for activating specific outputs (e.g., alarms or Relay for specific function ).
- Simulated Outputs: Employ these for testing or in scenarios where physical components are not available.
Configuration Process:
- Access the Configuration Interface:
- Navigate to the controller's software settings to manage outputs.
- Define Parameters:
-
To configure an output like an order to forward the VFD, enter parameters.
-
setting —→ System —→ Outports —→ Enabled= True
Linked = C-CutPin
NC= True
-
- Validate Settings:
- Test the configured software outputs to ensure they function correctly and safely, verifying their effectiveness in real-world applications.
Setting Up Inputs: Simple and Intuitive Configuration
In Radonix system, configuring inputs or Outputs is designed to be as user-friendly as possible, without requiring any microprogramming or advanced technical knowledge. All you need to do is navigate to the Inputs section of the controller interface, open the settings drawer, and select the item you need to configure. The same process applies to other sections, such as Outputs or any other functional areas.
Step-by-Step Configuration Process
- Access the Desired Section:
- Go to the section you want to configure, such as Inputs or Outputs, depending on the functionality you are setting up.
- Open the Settings Drawer:
- Within the selected section, locate the specific input branch or subsection.
- Click or expand the settings drawer to reveal the available options.
- Select the Required Item:
- Choose the input type or functionality you want to configure (e.g., limit switch, home sensor, emergency stop, or custom inputs).
- Define the specific role for the input, such as
C-ZFreePin,1
- Set Parameters Easily:
- Adjust the necessary parameters, such as polarity (Normally Open or Normally Closed), response delays, or logical behavior, directly from the interface.
- Save and Test:
- Save your settings and validate them through the controller interface to ensure everything is functioning as intended.
- In the end in order to finalizing you have to close program to save everything
Inputs and outputs that are necessary during the installation process.
Certain inputs and outputs in XY Cutter include Flame cutters and Plasma CNC machine are fundamental for its proper operation and safety. These links are vital for controlling key components like torch, motors, sensors, and safety mechanisms. Additionally, there are other links that, while not critical, enhance functionality and provide added convenience. These will be explained further in this section.
Functions
Functions are commands that can be called and executed in various ways — for example, by defining a digital input, software button, M-Code, or keys on a remote control or keyboard.
Each function includes one or more arguments that determine how it operates.
The functions used in the Plasma Interface are as follows:
- P-Cut
Used to activate or deactivate the output P-CutPin.
Arguments:
- P-Cut,0: Deactivates the output P-CutPin.
- P-Cut,1: Activates the output P-CutPin.
- P-Cut,2: Toggles the output state — each call switches between ON and OFF.
- P-ManualCut
In Plasma interfaces, the operator can run the loaded design once in Demo Mode — without activating the cutting output — and at high speed (the speed is defined in Setting → System → ToolPath → TraverseVelocity).
This allows the operator to verify that the cutting path aligns correctly with the raw material or skip cutting specific parts of the design.
Arguments:
- P-ManualCut,0: Disables Demo Mode.
- P-ManualCut,1: Enables Demo Mode.
- P-ManualCut,2: Toggles Demo Mode (ON/OFF).
- P-SheetAlign
Used to enable or disable the Sheet Align process, which compensates for material misalignment (this process will be described in detail later).
Arguments:
- P-SheetAlign,1: Executes the Sheet Align command and rotates the design.
- P-SheetAlign,-1: Cancels the Sheet Align command.
- P-ZFree
For machines where the Z-axis uses a DC or standard AC motor and the up/down motion is controlled by two relays, this function activates the outputs that move the Z-axis up or down.
Arguments:
- P-ZFree,1: Activates output P-ZFreePin,1 → moves Z-axis up.
- P-ZFree,-1: Activates output P-ZFreePin,-1 → moves Z-axis down.
- P-Home
Used for homing the machine axes.
- P-THCEnable
Enables or disables the Torch Height Control (THC) system.
- P-TorchValue
Used to read or adjust the current torch height value.
Inputs
-
P-CutSensorPin:
When defined, after activating P-CutPin, the machine pauses and waits for this input to be triggered.
As soon as the input is activated, the cutting process continues.
The word Sensor in the name does not necessarily mean a physical sensor is required; it can also be a push button pressed by the operator to continue cutting.
-
P-ZFreeSensorPin:
For machines where the Z-axis is driven by a DC or standard AC motor using two relays, this input can be used if there are limit switches or sensors to restrict up/down movement.
-
Use C-ZFreeSensorPin,1 for the upward limit sensor.
-
Use C-ZFreeSensorPin,-1 for the downward limit sensor.
When homing the machine, C-ZFreeSensorPin,1 also functions as the Z-axis home sensor.
-
P-AntiCollisionSensorPin:
Used to detect torch collision and stop the machine if needed.
-
P-TorchSensorPin:
Detects the presence or contact of the torch with the material.
Outputs
-
P-PreCutPin:
This is the first-stage (pre-cut) output, activated when the machine reaches the cutting point.
It remains active for the duration set by the PreCutTime parameter, then deactivates, and the next stage begins.
The operator can skip this delay and move directly to cutting by calling the P-Cut function (pressing the Cut button).
-
P-CutPin:
The second-stage (cut) output, activated after P-PreCutPin turns off.
When this output is active, the machine does not move immediately.
If P-CutSensorPin is defined, the machine starts moving once that input is activated.
If P-CutSensorPin is not defined, the machine starts moving automatically after the time defined by P-CutTime.
The operator can also skip the delay by calling Run,1 (pressing the Play or Start button).
-
P-ZFreePin:
For Z-axis systems controlled by two relays, two outputs can be defined:
-
P-ZFreePin,1 for the upward relay.
-
P-ZFreePin,-1 for the downward relay.
-
P-TouchingPin:
Activated at the start of the sheet-touching process and deactivated when the process ends.
This output is useful when a pneumatic cylinder or similar mechanism is used to raise and lower the touch sensor.
Parameters
-
CutDistanceTime: Delay based on distance before cutting.
-
ZDownTime: Time delay for Z-axis downward motion.
-
ZUpTime: Time delay for Z-axis upward motion.
-
CutTime:
If P-CutSensorPin is not defined, the machine pauses for the duration specified here after P-CutPin is activated, then begins cutting.
The unit is defined by TimeUnit.
-
CutVelocity:
When the operator wants to cut manually without a programmed path, activating P-CutPin allows manual cutting via the JOG keys.
During this operation, all axes move at the speed defined here (in mm/s).
-
JogDisplaceReferenceEnable:
When set to True, an additional motion mode is added alongside Continuous and Step.
In this mode, moving the axes also shifts the workpiece reference (zero point) by the same distance.
If False, this mode will not appear.
(Note: The parameter type for this key is “Button,” not “Toggle,” unlike other interfaces.)
-
JogMode:
In interfaces where JogDisplaceReference exists, this parameter saves the current Jog mode so that it does not revert to the default (Continuous) the next time the software runs.
No special configuration is required for this parameter.
-
PreCutTime:
The duration between activating P-PreCutPin and P-CutPin.
The unit is determined by TimeUnit.
-
SheetAlignBaseAxis:
Specifies the base axis used for the Sheet Align calculation.
More details will be provided in the Sheet Align section.
-
TimeUnit:
Determines the time unit for duration parameters.
-
ms = milliseconds
-
s = seconds
Sheet Align
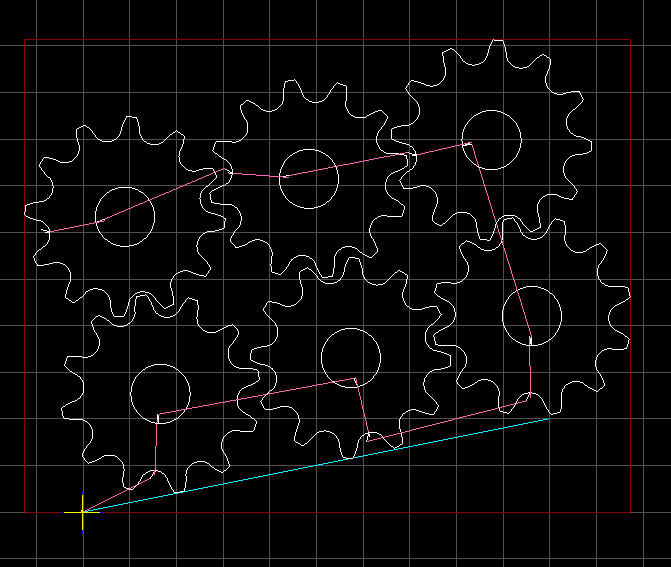
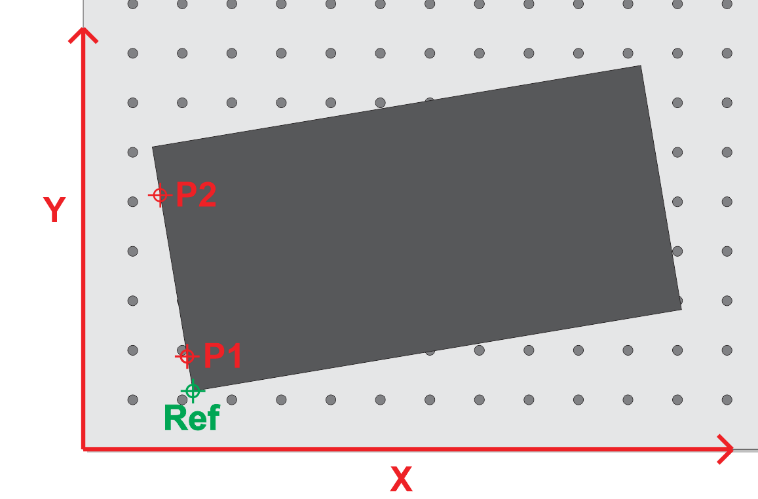
When placing the workpiece on the cutting table of the machine, there may be conditions that prevent aligning the piece with the motion axes (the workpiece may be placed askew or, in technical terms, not squared).
In these circumstances, it is necessary for the loaded design to rotate around the zero point according to how much the workpiece is skewed relative to the cutting table, so that the design aligns with the workpiece. To calculate the amount of rotation needed for the design, two points on the workpiece must be introduced to the software as shown below, allowing the software to compute the angle of rotation.
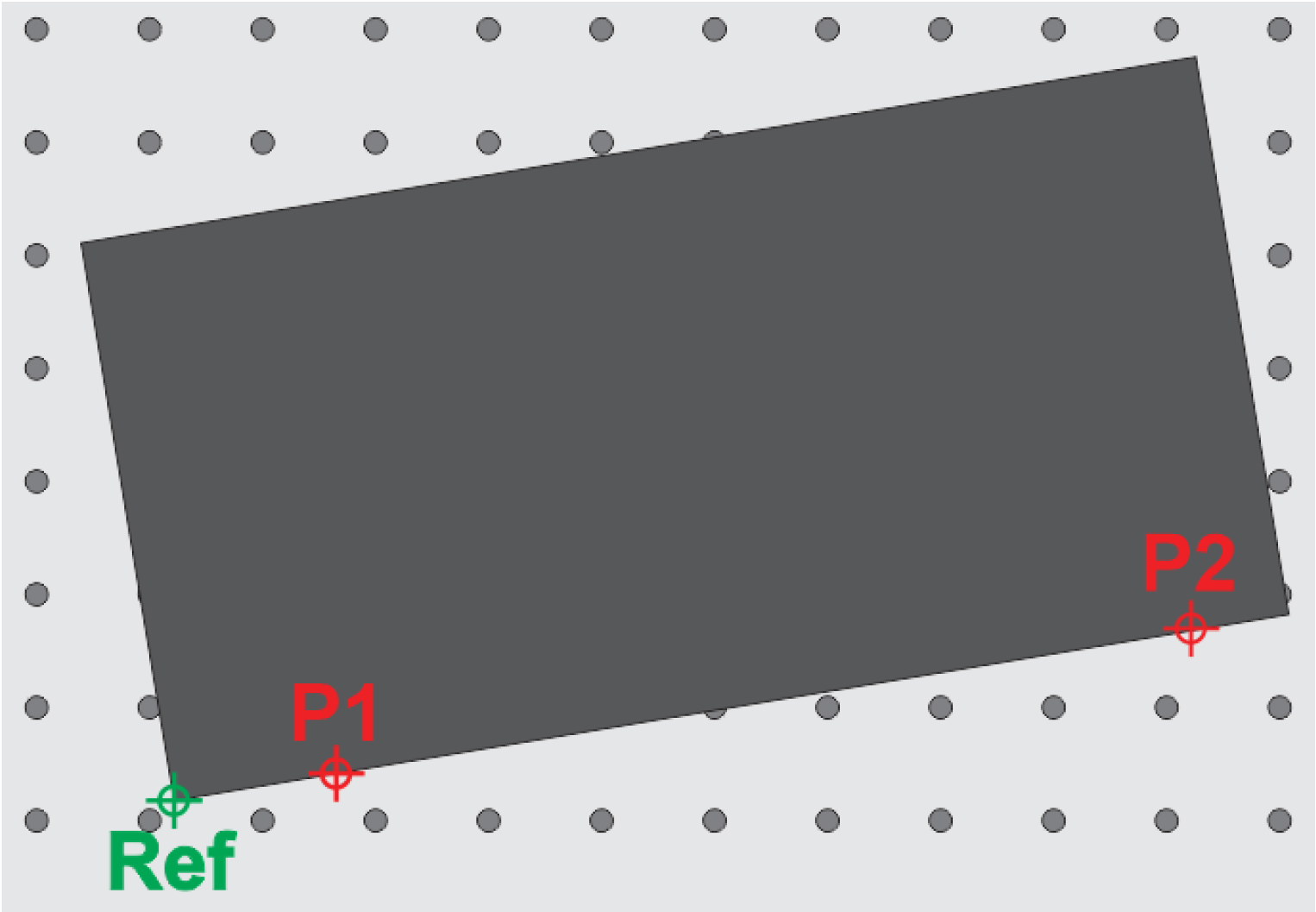
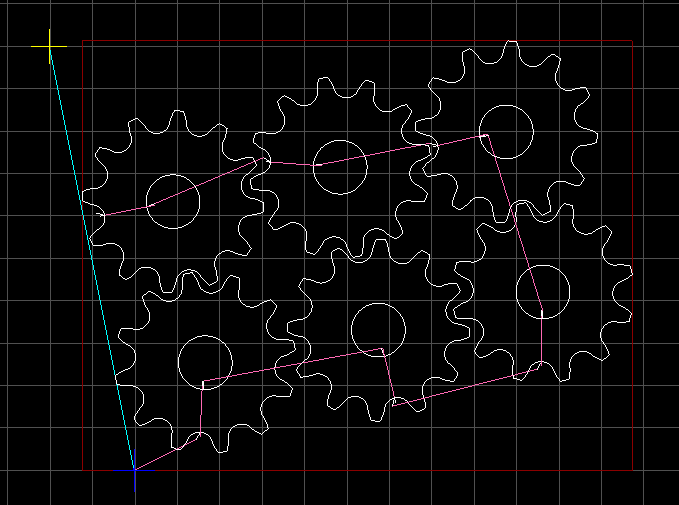
For this task, after loading the desired design, the cutting nozzle tip should be brought to a point tangent to the edge of the sheet. At the first point, press the P1 button, and at the second point, press the P2 button to introduce these two points to the software. By doing this, a blue line is drawn between these two points, which is exactly tangent to the edge of the workpiece.
After that, by pressing Sheet Align, the design becomes tangent to the blue line and is completely pos.
It should be noted that the greater the distance between the two points P1 and P2, the more accurately this process will be performed. Now, we will have one of the following two scenarios:
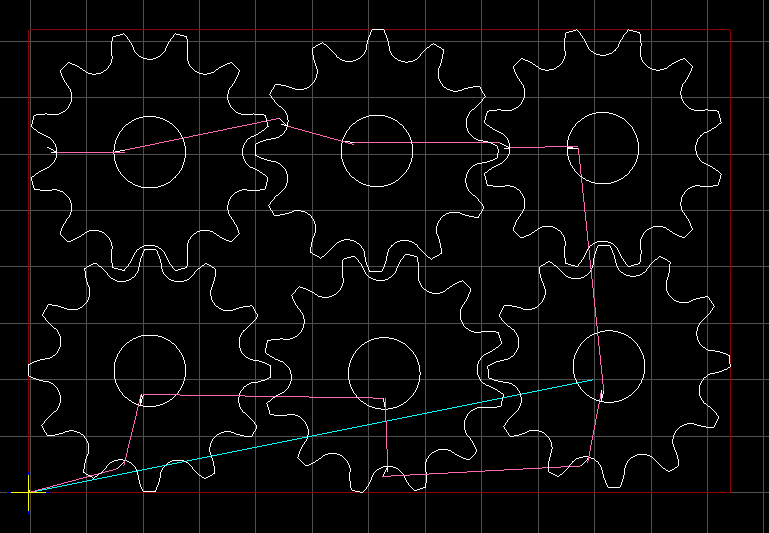
SheetAlignBaseAxis=X: In this scenario, the points are selected along the X-axis, and the loaded design will align with the line connecting the two points P1 and P2 (as illustrated below):
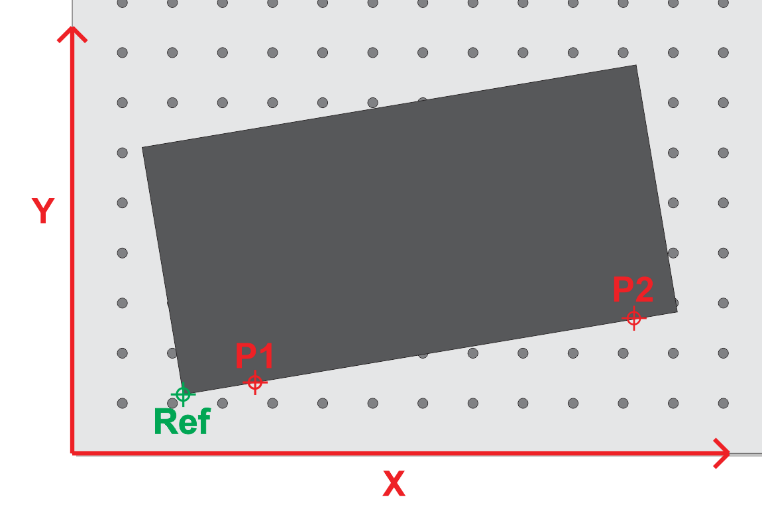
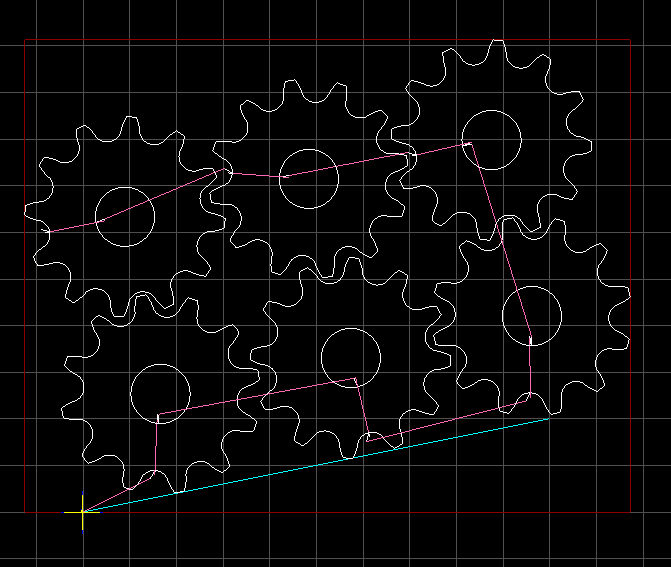
SheetAlignBaseAxis=Y: In this scenario, the points are selected along the Y-axis, and the loaded design will align with the line connecting the two points P1 and P2 (as illustrated below )
Plasma CNC Machines: A Revolutionary Tool for Industrial Applications
CNC plasma cutting machines have become one of the most widely used tools in various industries. These machines are utilized in a range of fields due to their exceptional capabilities in cutting metal sheets and plates with precision and speed. A key feature of plasma CNC machines is the torch height control (THC) system, which ensures that the distance between the plasma torch and the metal sheet remains constant during the cutting process.
Despite appearances, cutting tables and metal sheets are rarely perfectly flat. Uneven surfaces can result in the torch moving too close to or too far from the material, leading to compromised cutting quality. If the torch is positioned too high, the plasma arc weakens, reducing the cutting power. Conversely, if the torch is too close, it risks damaging the sheet or the torch itself. This issue highlights the critical importance of a torch height control system.
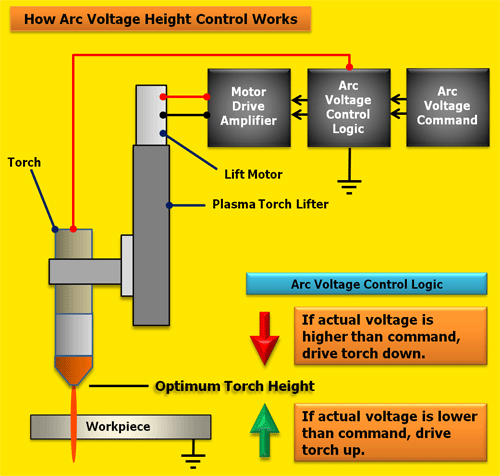
The THC system automatically maintains the correct height of the torch by continuously monitoring and adjusting based on feedback. It measures the voltage of the plasma arc; a higher voltage indicates the torch is too far, while a lower voltage suggests it is too close. Using this real-time feedback, the system adjusts the torch position to ensure consistent and precise cuts. This functionality is essential for achieving high-quality cuts, minimizing material waste, and extending the life of the torch components.
Maintaining Cutting Quality and Accuracy in CNC Plasma Machines
To ensure high-quality edges and precise dimensions in plasma cutting, it is essential for the height control system not only to maintain a constant height but also to ensure the torch is positioned correctly relative to the workpiece. If the torch is positioned too high during cutting, the upper part of the material may experience an angular cut, resulting in uneven edges. Conversely, if the torch is too close to the material, the lower section of the cut may become irregular or even damaged.
A torch positioned too close to the surface increases the likelihood of physical contact, which could lead to damage to the torch itself or the material being cut. This incorrect height can also result in uneven cutting lines and negatively impact the final accuracy of the workpiece. Additionally, maintaining the proper torch height plays a significant role in achieving consistent kerf widths, ensuring the final dimensions meet the required specifications.
By ensuring the correct torch height throughout the cutting process, CNC plasma machines can achieve superior cutting quality and precision, enhancing productivity and reducing waste.
Maintaining Plasma Arc Height and Voltage in CNC Cutting
The height of the plasma torch relative to the material being cut significantly impacts the cutting process. If the torch is positioned higher than the optimal distance from the material, the arc length increases, leading to a rise in voltage. Conversely, when the torch is too close to the material, the arc length shortens, and the voltage decreases.
To address this, a closed-loop electronic feedback system continuously monitors the actual voltage between the torch and the workpiece. This system compares the measured voltage with the pre-set target value determined by the operator. Based on this comparison, the system automatically adjusts the torch height, moving it up or down as necessary, to maintain a stable voltage throughout the cutting process.
This dynamic height adjustment ensures consistent cutting quality and reduces the risk of errors or damage to the material or equipment, making it a critical feature in CNC plasma cutting machines.
Radonix THC Module: Advanced Torch Height Control
The Radonix THC module has been meticulously developed to adhere to precise cutting rules, ensuring exceptional performance and accuracy in plasma cutting processes. This module is compatible with all Smart Series and Pro LAN Series controllers, with the exception of the Pro LAN 3AS, which is no longer in production.
Key Features and Requirements:
-
Servo or Stepper Motors for Z-Axis:
The Z-axis must be equipped with servo or stepper motors that utilize pulse and direction signals from the controller for precise movement.
-
Home Sensor Pin:
The CNC machine's Z-axis must include a home sensor pin for accurate initialization and positioning of the torch.
-
Consistent Torch Height Control:
During cutting, the torch height is automatically and precisely controlled to maintain a constant distance from the workpiece. This is achieved through the integration of Z-axis controls and touch sensor technology, ensuring high-quality cuts and minimal material waste.
How the Radonix Controller Communicates with the Plasma Unit for Torch Height Control (THC)
The Torch Height Control (THC) module communicates with the Radonix controller through an industrial RS-485 network or directly from the plasma unit to the THC module. This connection ensures precise monitoring and control of voltage feedback from the plasma unit, which is essential for maintaining accurate torch height during the cutting process.
The system receives a voltage feedback signal from the plasma unit, which can either 0-200V output directly from Plasma Unit or internal isolator of the plasma unit or the output voltage range of 0-10 V. This signal is then processed by the THC module, which adjusts the torch height accordingly to maintain consistent cutting performance.
In the final setup, the wiring and configuration between the THC module, the Radonix controller, and the plasma unit are clearly defined to ensure smooth integration and operation.
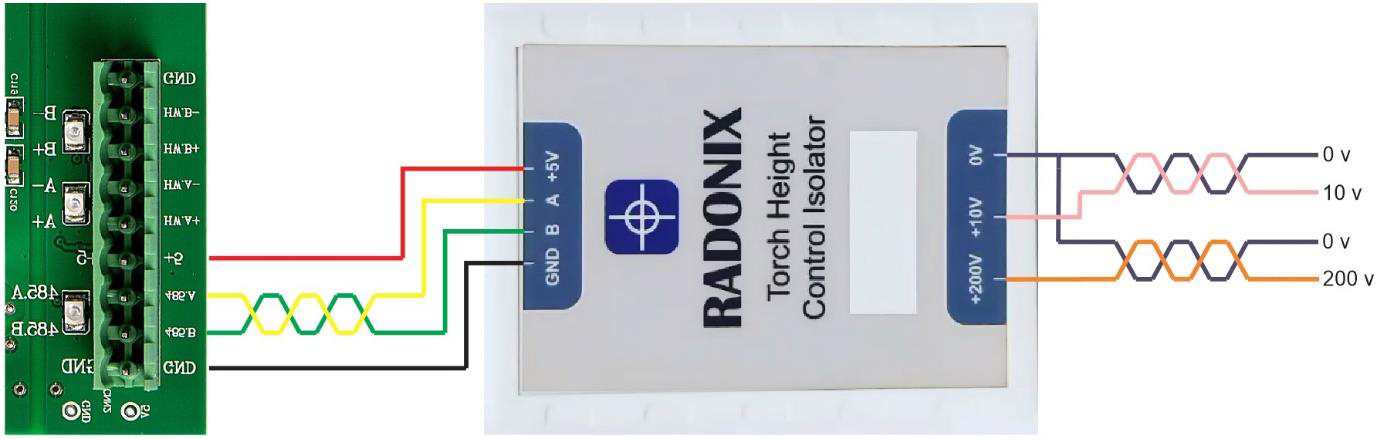
PC-Pro LAN and THC Wiring
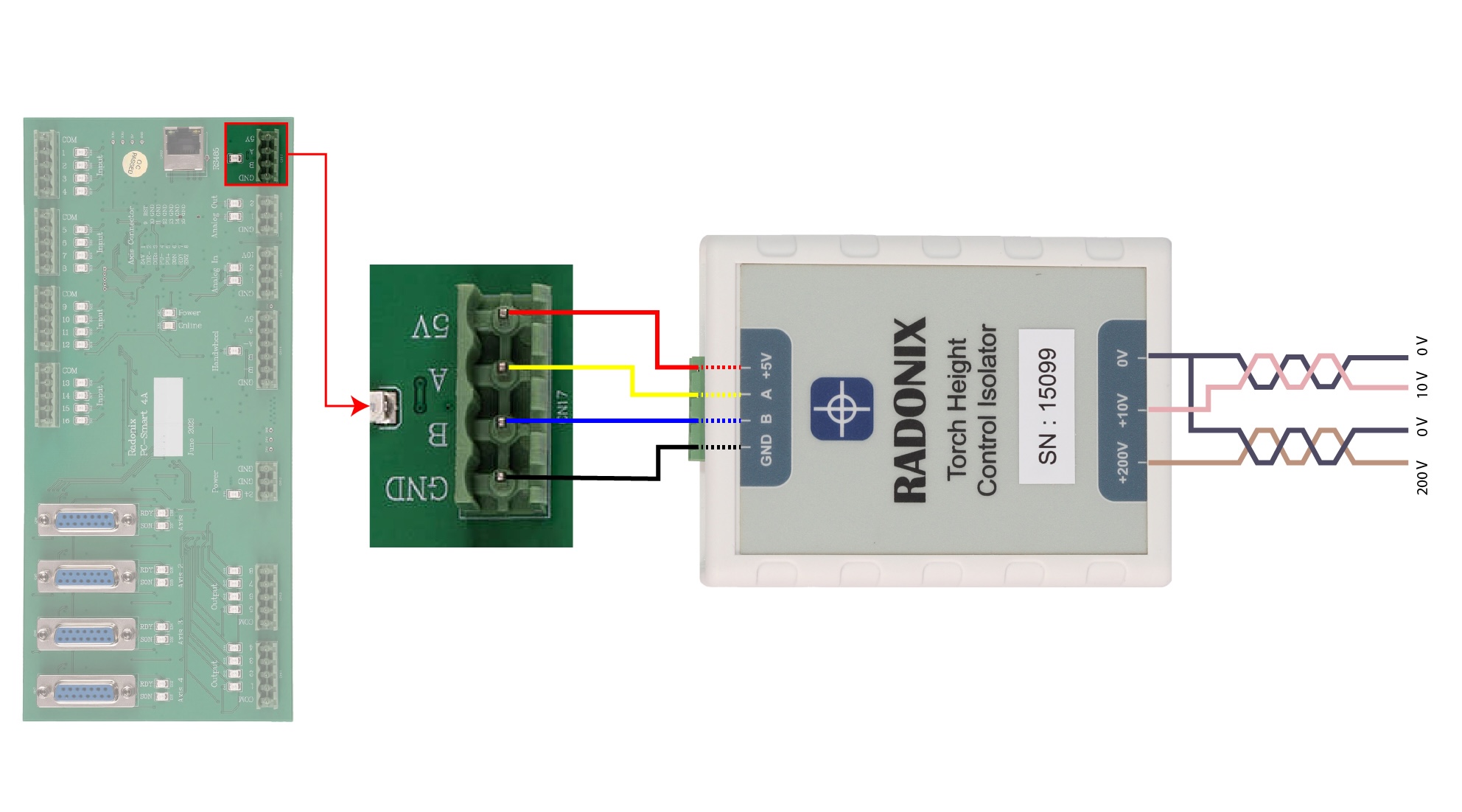
PC-Smart and THC Wiring
Wiring Recommendation for THC and Plasma Unit Communication
For optimal communication between the THC module and the plasma unit/controller, it is recommended to use shorter cable runs wherever possible. This reduces potential signal degradation and ensures reliable performance.
Additionally, it is advised to use Twisted Pair Shielded Cables to minimize the effects of environmental noise and electromagnetic interference, ensuring accurate signal transmission between the components.
The automatic height control process is activated by clicking on the THC option on the main interface. Immediately after activation, the Home process for the Z-axis is executed. Following this, by loading the execution file and pressing the start button, the Z-axis begins detecting the workpiece position to set the initial height for operation. This is performed along the Z-axis direction to align and configure the initial height of the torch.
Once the Z-axis descends at a slow speed, the torch nozzle touches the workpiece, activating the Touch Sensor or microswitch. This mechanism is designed to prevent damage to the torch. The system records the gap distance between the torch and the workpiece (considering the Touch Sensor) to ensure proper calibration.
After detecting the distance and allowing for the plasma torch to rise back to its designated level, the system prepares for the plasma start process. Subsequently, the machine begins cutting with the proper timing for piercing the material and proceeds with the cutting operation. Once the operation starts, the machine will continue until the cut is complete and stops at the designated endpoint.
When the height control process is activated, the torch moves downward towards the workpiece, ensuring precise positioning and avoiding collisions. After the plasma starts, the height control process operates a few millimeters above the workpiece for cutting, and then it deactivates after completion. Radonix height control communicates feedback from the plasma unit, which operates within a voltage range of 0–Vin (where Vin may be 10V or 200V depending on the plasma unit type). This feedback adjusts the torch height to maintain the optimal cutting distance.
The Radonix system measures the feedback voltage as a numerical value within a range of 2–1023. As the torch moves closer to or further from the workpiece, this feedback value changes accordingly. The system continuously monitors this feedback to adjust the Z-axis, maintaining a constant cutting height. This feedback loop ensures precise control, keeping the torch at the set height throughout the cutting process by comparing the feedback value with the pre-configured reference value. The Z-axis moves up or down as needed to stabilize the distance.
Here there are some Input links requirement to initial software .
Here there are some Outputs links requirement to initial software .
THC Parameters Overview:
All parameters related to the configuration of the THC (Torch Height Control) module are located under Setting → Plasma → THC in the Radonix interface. Below is a detailed explanation of the key parameters:
- Enable: This parameter specifies whether the automatic height control is active. Setting this parameter to True enables the height control, while False disables it.
- AlwaysTouch: If this parameter is set to True, the plate-touching process will occur for all pieces in the cutting file. If set to False, the touching process will only execute once at the beginning and will not repeat for subsequent cuts. This is particularly useful for workpieces with consistent thickness.
- TouchVelocity: This parameter determines the speed of the Z-axis movement during the workpiece surface detection process. The initial value of this parameter can be configured in the main interface under the Torch Velocity setting by the operator.
- TouchSensorOffset: This parameter defines the offset distance between the touch sensor or microswitch and the nozzle tip of the torch. It ensures accurate detection during the cutting process and prevents damage to the electrode.
- CutDistance: Specifies the distance from the workpiece to the torch. This parameter is crucial for determining the initial Z-axis position after detecting the workpiece surface. It ensures precise plasma cutting and is adjustable to accommodate various material thicknesses.
- CutVelocity: Defines the movement speed during the height detection process. The operator can configure this value to ensure smooth and efficient operation, especially for materials of varying thickness.
- StartPointHeight: This parameter sets the initial movement height before the height control process begins. The operator can configure this on the main interface.
- StartAfter: Specifies the delay before starting the cutting process.
- EndBefore: Determines the distance or time at which the height control process ends before completing the cut.
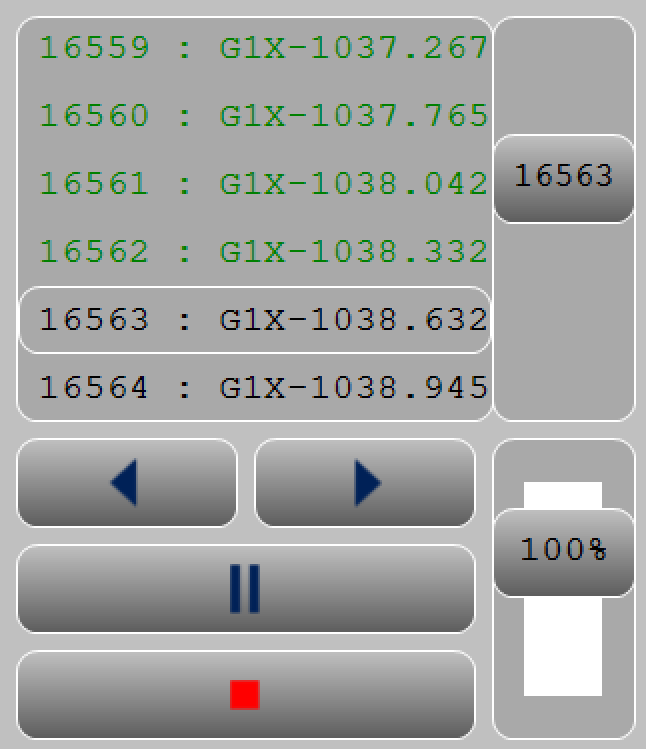
The Torch Value parameter determines the appropriate distance between the torch and the workpiece during the cutting process. This value is unitless and is generally determined experimentally. To achieve this, the operator manually places the torch at the optimal distance from the workpiece surface and presses the Cut button. At that moment, the current feedback value of the torch, displayed under Torch Value on the interface, is recorded (as shown in the figure).
For precise adjustment, this parameter should be fine-tuned based on the material thickness and cutting conditions. Incorrect adjustment (either too high or too low) can lead to suboptimal cutting quality or even damage. Additionally, variations in material thickness require adjusting the Torch Value accordingly.
It is essential to consider the quality of the plasma unit's electrode and nozzle as this value directly impacts the feedback accuracy. Any disruption in the feedback can lead to inconsistencies in the height control process. Therefore, operators can configure this parameter from the main interface to maintain cutting precision.
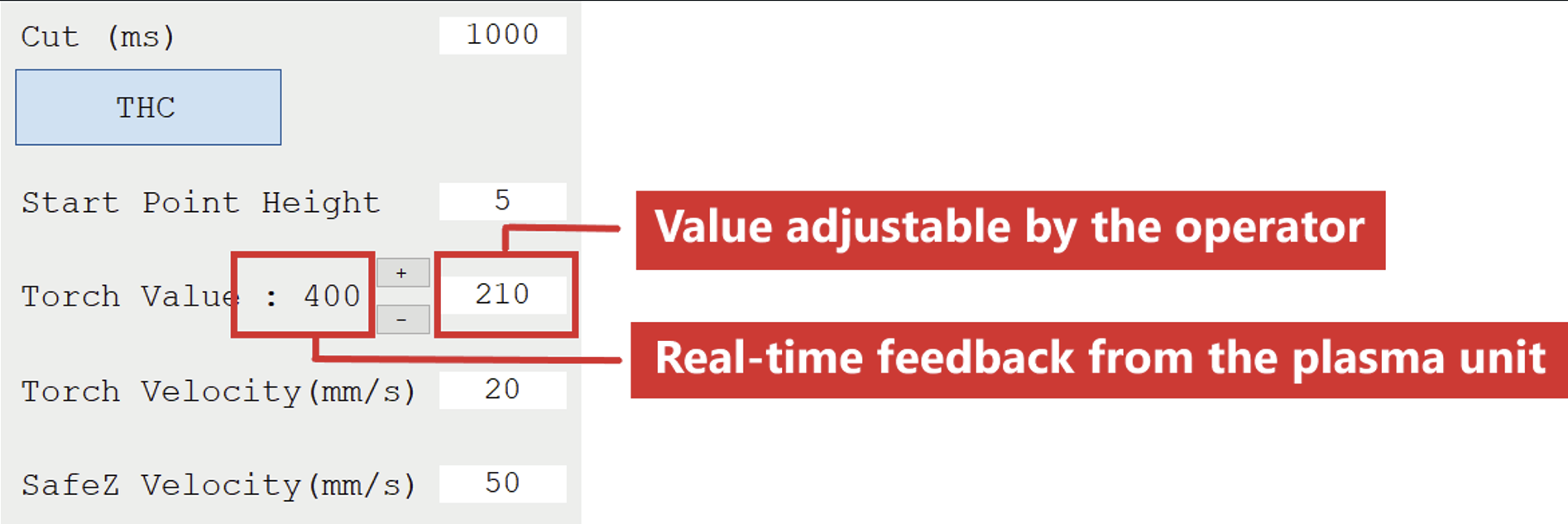
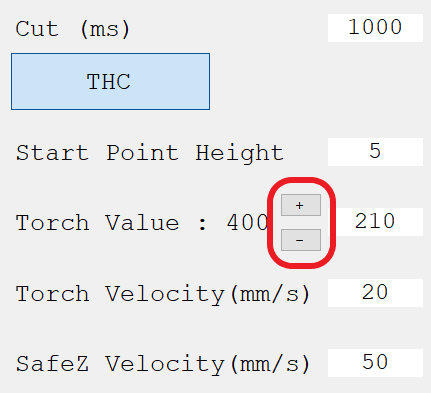
Torch Value Step:
The TorchValueStep parameter defines the increment or decrement value for adjusting the Torch Value with each press of the "+" or "-" keys located next to it (as shown in Figure 6). These buttons are designed for easy configuration of the Torch Value without requiring additional input from the keyboard.
THC Parameters:
- THCThreshold: This parameter defines the minimum and maximum allowable range for the Torch Value. For instance, if this parameter is set to 100, the valid range for Torch Value is from 100 to 923. If the Torch Value goes below 100 or exceeds 923 after the cutting starts, the plasma output is deactivated, and the machine stops.
- THCGain: This parameter adjusts the sensitivity of the height control process to changes in the plasma feedback value. The range for this parameter is 0.1 to 1, where 1 represents the highest sensitivity and 0.1 represents the lowest sensitivity.
- SafeZ: This parameter determines the Z-axis height when the machine moves between two points during a design. It ensures the torch avoids collisions with the workpiece or any obstacles.
- SafeZVelocity: This parameter specifies the speed of the machine's movement during transitions to the SafeZ height. It can be adjusted from the main interface by the operator.
Notes on Installation, Setup, and Troubleshooting for Height Control:
- Accuracy during Calibration:
- To achieve higher accuracy during the Z-axis calibration process, ensure that the micro-step setting of the servo or stepper motor driver is adjusted. It is recommended to configure the Step Value close to 0.001 for better precision.
- Behavior After THC Activation:
- If, after activating the height control process, the Z-axis moves upward and the plasma shuts off, it is necessary to confirm that the Z-axis movement direction is correctly configured in both Radonix controller settings and the motor driver. If the Z-axis direction is not set correctly, adjustments must be made to ensure proper operation.
- Navigate to the path: Setting → System → Axes → Axis3 → Direction.
- Direction Adjustment:
- If the axis is configured as Negative, change it to Positive, and vice versa. This adjustment ensures the motor operates in the correct direction. Refer to the servo driver manual to align these settings appropriately.
- For stepper motors, verify the wiring order and swap the A and B phases on the driver if necessary to correct the motor's direction.
Additional Notes on Height Control Calibration:
- THC Gain Adjustment and Oscillation:
- If the torch height control process exhibits continuous oscillations of the torch moving up and down, it indicates a high THCGain value. To resolve this, reduce the THCGain value incrementally and retest until optimal performance is achieved.
- Ensure THCGain is not set too low, as this might reduce sensitivity and cause potential collisions with the workpiece, especially on uneven surfaces.
- Anti-Collision Error:
- If an Anti-Collision Error occurs during the process, check the activation status of the Touch Sensor input in the controller. Ensure the plasma unit is operational, and the Touch Sensor is functioning correctly to prevent errors caused by faulty height detection.
- Additionally, verify that the Z-axis automatically moves to the SafeZ position if the torch contacts the workpiece to avoid further damage.
Oxy-Fuel
CNC Oxy-Fuel Cutting Machine: In oxy-fuel cutting machines with an automatic ignition system, separate solenoid valves on the gas output, pre-heated air, and oxygen for cutting, the outputs are defined as follows: ➢ C-PreCutPin: Automatic ignition
➢ C-PreCutPin+CutPin: Solenoid valve for gas output and solenoid valve for pre-heated air output
➢ C-CutPin: Solenoid valve for oxygen cutting or jet
The PreCutTime parameter can be used to control the duration of molten pool formation.
The CutTime parameter can be used to control the duration it takes to pierce the workpiece.
Considering that the outputs of the control board supply a maximum current of 200 milliamps to the consumer and drawing more current than this amount can damage the output, even if using a 24-volt solenoid valve, avoid directly connecting the solenoid valve to the control board and always use a relay.
In machines where the distance from the solenoid valves to the cutting nozzle is significant and the length of the intermediary hose is long, to prevent damage to the end part of the cut, be sure to use the PostCutTime parameter. This ensures that the machine pauses until the gas in the hoses is fully discharged, preventing damage to the workpiece.
A significant part of the cutting quality in CNC oxy-fuel cutting machines depends on the operator's skill in adjusting the flame and the distance of the cutting nozzle to the workpiece.
In this model of plasma cutting machines, two wires or terminals are designated for starting the cut. By connecting these terminals, the plasma machine sparks and begins cutting. A relay must be used to connect these two terminals. The output link on the controller board for activating this relay is C-CutPin. The CutTime parameter can be used to control the duration it takes to pierce the workpiece. A significant part of the cutting quality in CNC plasma cutting machines depends on the operator's skill in adjusting the plasma device's current and the distance of the cutting nozzle to the workpiece. For high-quality cuts, it is recommended to use automatic height control. Radonix has designed and produced special boards for this purpose, which perform height control by receiving feedback from the plasma unit.
Water Jet
CNC Waterjet Cutting Machine: In this model of machines, a combination of water pressure and a special type of sand is used for cutting. To feed the sand to the cutting nozzle, a small stepper motor and a board named Abrasive Feeder are used. This board controls the amount of sand feed by regulating the speed of the stepper motor. Abrasive Feeder boards have one digital input for activating the feed motor and an analog input for controlling the sand feed amount, which varies from 0 to 5 volts or 0 to 10 volts. Additionally, a solenoid valve is used to activate the water pressure output. In these machines, the outputs are defined as follows: ➢ C-PreCutPin+Cut+PostCutPin: Solenoid valve that activates the water pressure output ➢ C-CutPin: Digital input for activating the sand feed motor To prevent sand accumulation inside the nozzle path and clogging, it is necessary to activate the sand feed after the water pressure output is activated and deactivate it before the water pressure output is turned off.
The duration between activating the water pressure output and the sand feed output is controlled by PreCutTime, and the duration between deactivating the sand feed output and the water pressure output is controlled by PostCutTime. The parameter CutTime can also be used to control the duration it takes to pierce the workpiece.
Analog outputs of the board can also be used to control the speed of the sand feed motor. It should be noted that the Abrasive Feeder board is also among the products offered by Radonix company.