Otomatik Takım Değiştirici (Tool Changer)
Bu bölümde otomatik takım değiştirme sistemi (Tool Changer) ve nasıl devreye alınacağı açıklanacaktır. İlk olarak, makinenizdeki eksen türlerine göre otomatik takım değiştirme özelliğine sahip uygun bir arayüz yüklenmelidir. Otomatik takım değiştirme özelliğine sahip arayüzler genellikle adlarının sonunda TC harflerini taşırlar. (Şekil 23)
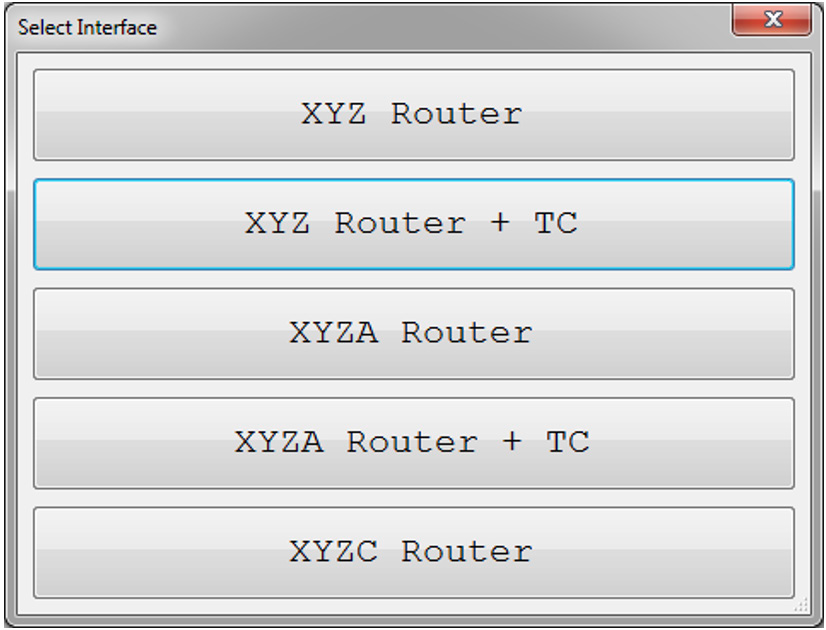
Şekil (23)
Arayüz yüklendikten ve Radonix yazılımı açıldıktan sonra, Tool Changer kullanımı için gerekli ayarları yapmanız gerekir. İlk olarak, Setting penceresi açılmalı ve ToolChanger dalına gidilmelidir. Bu dalda, Tool Changer ile ilgili tüm ayarlar bulunur ve burada Tool Changer'ın devreye alınması için gerekli olan temel ayarlar açıklanır.
Dikkat:
ToolChanger ve çeşitli bağlantılarla ilgili başlıkta ToolChanger, otomatik takım değiştirme ile ilgili tüm ayarlar ve kontrolördeki özellikler tamamen açıklanmıştır. Kullanıcı, ihtiyacına göre diğer Tool Changer özelliklerini de kullanabilir.
Bir sonraki adımda, makinenizde kullanılan çeşitli takım değiştirme yöntemlerine bağlı olarak, Radonix yazılımında uygun takım değiştirme yöntemi seçilmelidir. Bunun için, ToolChanger dalındaki Type değişkeni ile cihazınızdaki takım değiştirme türü belirlenmelidir (Farklı takım değiştirme yöntemleri hakkında daha fazla bilgi için ToolChanger dalıyla ilgili başlığa ( ToolChanger) göz atın.
Takım değiştirme türünü belirledikten sonra, takım değiştirme işlemi için gerekli dijital giriş ve çıkışlar ayarlanmalıdır. Bu ayarlar için önce System dalı ve ardından InPorts alt dalına gidip istenen giriş seçilir. İstenen giriş açıldığında, her giriş için Enabled, Link ve NC adında üç ayar bulunur. Bu ayarları yapılandırırken dikkatli olunmalıdır (Bu giriş değişkenleri hakkında daha fazla bilgi için System dalındaki InPorts ile ilgili tabloya bakınız). Gerçekte, Enabled değişkeni True yapılmalı ve kullanılan girişin PNP veya NPN tipi donanım belirlenmeli, ardından gerekli bağlantı Set düğmesine basarak yapılmalıdır.
Takım değiştirme işlemi için beş giriş gereklidir ve bunlar sırasıyla şu bağlantılara sahip olmalıdır:
- T-ToolHolder,1 (Bağlantı fonksiyonu)
- T-ToolHeightSensorPin (Bağlantı girişi)
- T-HSD-S1Pin veya T-ToolSensorPin, T-TEKNO-S2Pin, T-CC-S1Pin (Bağlantı girişi)
- T-HSD-S2Pin veya T-CC-S2Pin, T-TEKNO-S1Pin, T-ToolHolderSensorPin (Bağlantı girişi)
- T-HSD-S3Pin veya T-CC-S3Pin, T-TEKNO-S3Pin, T-SpindleRotationSensorPin, T-InverterStopPin (Bağlantı girişi)
Daha fazla bilgi için lütfen Giriş Pinlerine Bağlantılı Linklerve Fonksiyonlara Bağlı Linkler ile ilgili tabloları inceleyiniz. Ardından System dalı ve OutPorts alt dalına gidilip istenen çıkış seçilir. İstenen çıkış açıldığında, her çıkış için de Enabled, Link ve NC adında üç ayar bulunur. Bu ayarları yapılandırırken dikkatli olunmalıdır (Bu çıkış değişkenleri hakkında daha fazla bilgi için System dalındaki OutPorts ile ilgili tabloya bakınız). Gerçekte, Enabled değişkeni True yapılmalıdır. Takım değiştirme işlemi için iki çıkış gereklidir ve bu çıkışlar sırasıyla şu bağlantılara sahip olmalıdır:
- T-ToolHolderPin ve T-ToolCleanerPin (Çıkış bağlantısı)
Not
Giriş ve çıkışlar için varsayılan ayarlar otomatik olarak yapılmıştır.
Giriş ve çıkışlar ayarlandıktan sonra, tekrar ToolChanger dalına gidilir ve takım değiştirme işlemi için gerekli diğer temel değişkenler ayarlanır. (Daha fazla bilgi için ToolChanger dalına ve ilgili başlığa bakınız.) ToolChanger ayarları yapıldıktan sonra, ToolChanger dalındaki Tools alt dalında tüm park konumlarının koordinatları belirlenmelidir. Bu adımda, önce makineniz Home yapılarak her bir araç park yerine yerleştirilir.
ISO, konik araçlar için kullanılan bir standarttır ve router makinelerde yaygın olarak kullanılır. ISO30, ISO40 ve ISO50 gibi çeşitli boyutlarda bulunur.

Son olarak, spindle elle hareket ettirilerek (Jog) her bir aracın park konumuna götürülür. Bu adımda, spindle’ın üzerine yerleştirilen araç tam olarak konumlandırılmalıdır. Araç konumlandırıldıktan sonra, yazılımın ana ekranında her eksenin mutlak koordinatları, park yerlerinin koordinatları olarak kaydedilir. Bu işlemi tüm park yerleri için tekrar ediniz. (Şekil 24)
Şekil (24)
Son aşamada, takım yüksekliği ölçümü yapılmalıdır. Bu, takım değiştirme işleminin en kritik adımlarından biridir. İlk olarak, T-ToolHeightSensorPin girişi ayarlandığından emin olunmalıdır ve ardından takım yüksekliği sensörünün koordinatları ToolChanger dalındaki ToolHeightSensor alt dalına eksenler sırasıyla girilmelidir. (Daha fazla bilgi için ToolChanger dalına bakınız.)
Dikkat:
- Genel kullanımlar için ToolReference değeri sıfır olarak ayarlanmalıdır. Eğer takım yüksekliği otomatik olarak ölçülmüyorsa ve kullanıcı takım yüksekliğini manuel olarak ölçmek istiyorsa, ToolReference değeri spindle collet ofseti olarak ayarlanmalıdır.
- Takım yüksekliği ölçümü, park yerlerinin belirlenmesinden sonra yapılmalıdır.
Updated about 1 month ago